-


-
-


WeChat


Жгут проводов газ
Когда слышишь ?жгут проводов газ?, многие сразу представляют себе просто связку проводов в газовой плите или колонке. Вот в этом и кроется главная ошибка. На деле, это не просто ?проводка?, а целая нервная система, от которой зависит не только работа, но и безопасность. Малейший недочет в изоляции, неправильно подобранное сечение, не тот тип коннектора — и ты получаешь не просто брак, а потенциальный источник проблем. Я сам лет десять назад думал, что главное — аккуратно увязать и подключить. Пока не столкнулся с ситуацией, когда из-за, казалось бы, мелочи — перетертой об острый край корпуса изоляции на одном проводе в жгуте для газового котла — пришлось отзывать целую партию. С тех пор смотрю на эти вещи иначе.
Где кроются подводные камни? Опыт из цеха
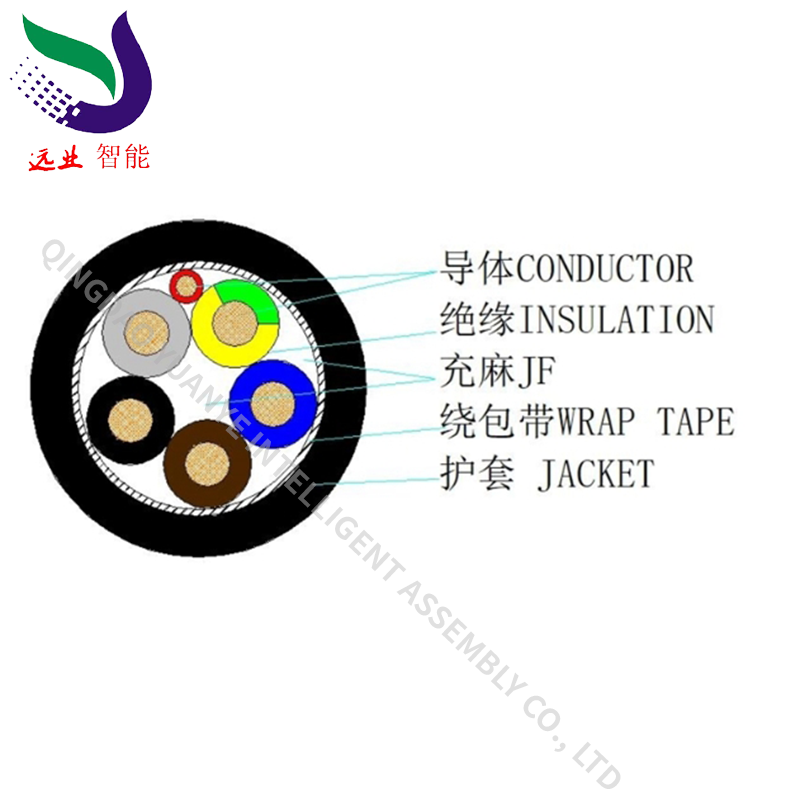
Основная сложность с газовыми жгутами — это среда. Не просто высокая температура, хотя и это критично, особенно рядом с горелками. Речь о постоянных термических циклах: нагрев-остывание-нагрев. Обычный ПВХ изоляция здесь может ?поплыть? или стать хрупкой. Поэтому выбор материала — первый рубеж. Часто заказчик, пытаясь сэкономить, просит использовать более дешевые варианты. Объяснять, что экономия в пару рублей на метре может вылиться в тысячи на гарантийных ремонтах, — это отдельная часть работы.
Второй момент — вибрация. Особенно в комбинированных приборах, типа газовых плит с электрическими духовками, где стоят вентиляторы. Жгут должен быть не просто зафиксирован, а зафиксирован правильно. Жесткие кабельные стяжки могут передавать вибрацию и со временем перетирать те же провода. Мы в свое время перешли на комбинацию: мягкие текстильные стяжки в ключевых точках плюс термостойкие трубки-кембрики в местах прохода через металл. Это решение, кстати, подсмотрели у одного немецкого производителя оборудования, с которым сотрудничали.
И третий, самый неочевидный для непрофессионала, фактор — газ сам по себе. Не сам метан или пропан, а возможные микропротечки, которые создают специфическую атмосферу. Контакты и разъемы в жгуте должны иметь соответствующую степень защиты от возможного искрообразования. Тут уже не до экономии на копеечных клеммах. Используем только те, что имеют нужные сертификаты, часто от конкретных поставщиков, проверенных временем.
От чертежа до образца: почему теория расходится с практикой
Бывает, инженеры прислали идеальную схему. Все рассчитано, длины, сечения. Начинаешь собирать опытный образец — и понимаешь, что живой монтаж в корпусе прибора вносит свои коррективы. По схеме провод идет по прямой, а на деле его нужно обвести вокруг горячего узла, добавив лишних 15 см. Или место для разъема оказалось слишком тесным, и стандартный колодку не поставить. Приходится искать низкопрофильный вариант.
Один из запомнившихся случаев был связан как раз с компанией ООО Циндао Юанье Интеллектуальная Сборка. Мы как раз работали над жгутом для настенного газового котла. Их инженеры предложили использовать свою готовую конструкцию жгута с уже установленными разъемами. На бумаге все сходилось. Но когда привезли образцы и начали монтаж в наш прототип, выяснилось, что углы изгиба у их жгута слишком крутые для нашей компоновки. Риск перелома жилы. Пришлось совместно пересматривать трассировку и заказывать у них новый вариант с измененной последовательностью укладки проводов в жгуте. Это тот момент, когда важна не просто продажа, а именно готовность подстроиться под реальные условия, что у них, стоит отметить, получилось.
Именно поэтому этап создания первого физического образца жгута — самый важный. Лучше потратить неделю на доработки в цеху, чем потом переделывать оснастку для конвейера.
Оборудование и ?сырье?: без чего не собрать надежный жгут
Собрать жгут проводов для газового прибора на коленке невозможно. Нужен и точный инструмент для обжима клемм, и аппаратура для проверки (тестеры на обрыв и короткое замыкание — обязательно), и правильные материалы. Под ?сырьем? я понимаю не только сами провода, но и все вспомогательное: термостойкие трубки, изоленты, стяжки, разъемы, гофру.
Здесь многие производители жгутов, включая ООО Циндао Юанье, работают как комплексные поставщики. Это огромный плюс. Потому что когда и провода, и клеммы, и оборудование для обжима поставляются из одного источника, снижаются риски несовместимости. Ты уверен, что эти гильзы идеально подходят к этому обжимному пресс-инструменту, а сечение провода соответствует номиналу клеммы. Они, кстати, на своем сайте yuanye.ru прямо указывают на это как на преимущество — поставка полного цикла, от сырья до готового жгута и даже станков для его производства. Для завода-изготовителя газового оборудования это сокращает головную боль по поиску десятка разных подрядчиков.
Из личного опыта: пробовали как-то сэкономить, закупив более дешевые клеммы у другого поставщика, а провода и обжимной пресс остались от основного. В итоге — неидеальный контакт, нагрев на испытаниях. Пришлось возвращаться к проверенному комплекту. Вывод: в вопросах безопасности мелочей не бывает, и цепочка поставок должна быть максимально целостной.
Контроль качества: что проверяем после сборки
Собранный жгут — это еще не готовое изделие. Первое — визуальный осмотр. Кажется, ерунда? Как бы не так. Ищешь именно те мелочи: не до конца вставленный фиксатор в разъеме, микротрещину на изоляции от слишком тугой стяжки, правильность маркировки. Потом — обязательная прозвонка на специальном стенде. Программа проверяет схему на соответствие чертежу: все ли связи есть, нет ли коротких замыканий там, где их быть не должно.
Но для газовых жгутов этого мало. Обязательный этап — проверка на растяжение критичных точек. Особенно мест ввода в разъемы. Бывает, обжим прошел неудачно, и провод держится только на изоляции. Такое при простой прозвонке может не выявиться, а при монтаже на заводе-сборщике провод просто выдернется. Мы проводим выборочные механические tests именно на таких участках.
И финальный, часто упускаемый, тест — проверка в сборе с прибором. Жгут устанавливается в макетный корпус или на реальный прибор, и проводится полный цикл имитации работы. Это нужно, чтобы убедиться, что нигде нет перегибов под нагрузкой, что жгут ни во что не упирается при вибрации, что он не касается нагревающихся поверхностей. Иногда только на этом этапе вылезают ошибки проектирования, которые не видны на столе.
Взгляд в будущее: тенденции и новые вызовы
Сейчас все больше ?умных? газовых приборов с электронным управлением, датчиками, модуляцией пламени. Это накладывает отпечаток и на жгут проводов. Внутри одного пучка теперь могут идти и силовые провода на розжиг, и слаботочные сигнальные на датчики, и шина данных для обмена с дисплеем. Возникает вопрос помехозащищенности. Приходится применять экранированные провода, тщательнее продумывать трассировку, чтобы наводки от силовых линий не сбивали показания датчиков.
Еще один тренд — миниатюризация. Приборы становятся компактнее, места внутри меньше. Значит, жгуты должны быть более плотными, но при этом сохранять гибкость и ремонтопригодность. Старые методы увязки большими пучками уже не проходят. Нужны новые решения по компактной укладке и фиксации.
И, конечно, материалы. Поиск более термостойких, но при этом экологичных изоляций продолжается. Тот же силикон — отличная термостойкость, но не всегда подходит по другим параметрам, например, по стойкости к истиранию. Работа идет постоянно. Компании, которые, как Юанье Интеллектуальная Сборка, занимаются не только производством, но и разработкой решений, здесь в выигрыше. Они могут оперативно тестировать новые материалы и предлагать клиенту уже готовое, обкатанное решение, а не просто исполнение по готовому техзаданию.
В итоге, возвращаясь к началу. Жгут проводов газ — это всегда компромисс между стоимостью, надежностью и технологичностью. И его сборка — это не ремесло, а именно инженерная задача, где каждый миллиметр и каждый грамм имеют значение. Ошибешься в мелочи — и вместо удобного прибора получишь головную боль для себя и потенциальную опасность для пользователя. Поэтому и подход должен быть соответствующим: внимательным, педантичным и основанным на реальном опыте, а не только на бумажных схемах.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Мониторинг медицинских кабелей
Мониторинг медицинских кабелей -
 Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия)
Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия) -
 CE VFD Частотно-регулируемый привод
CE VFD Частотно-регулируемый привод -
 3-фазный преобразователь частоты ISO
3-фазный преобразователь частоты ISO -
 Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃
Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃ -
 RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек
RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек -
 Силовой кабель
Силовой кабель -
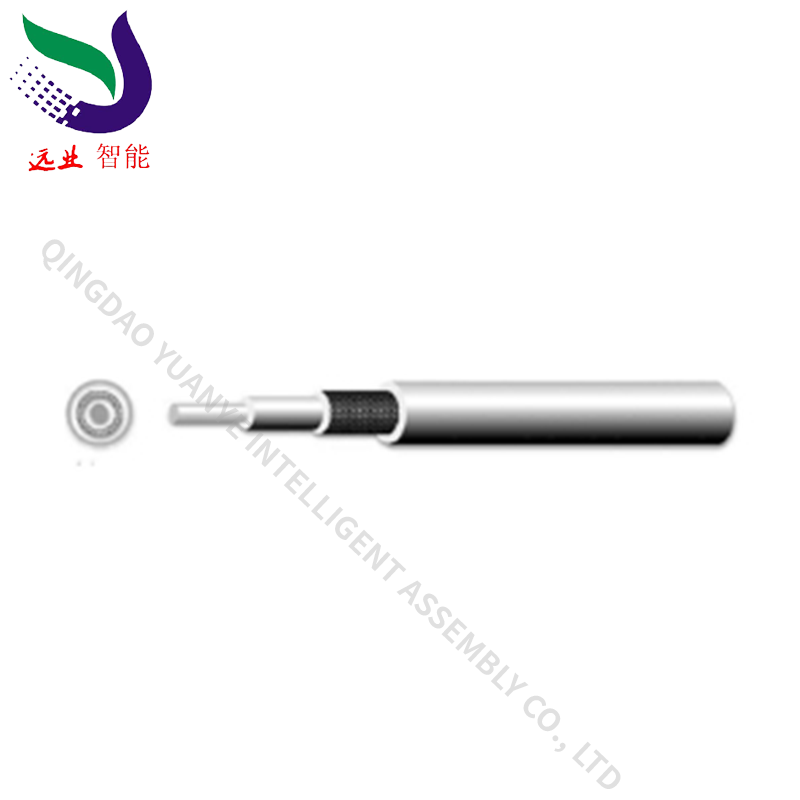 Высоковольтный автомобильный провод
Высоковольтный автомобильный провод -
 Труба ПВХ термостойкая
Труба ПВХ термостойкая -
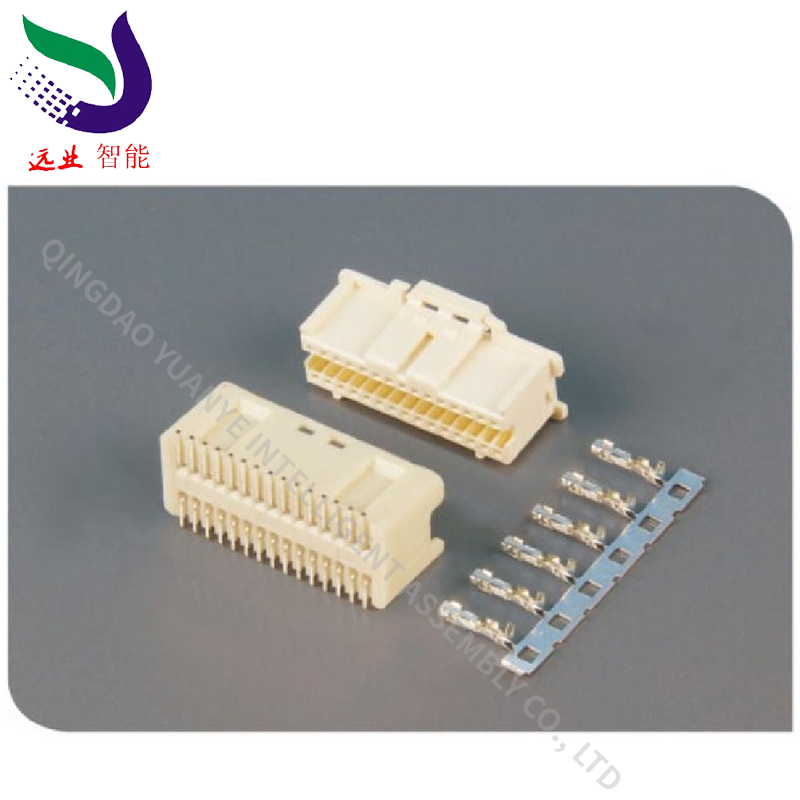 (ZND)Соединитель серии Bar
(ZND)Соединитель серии Bar -
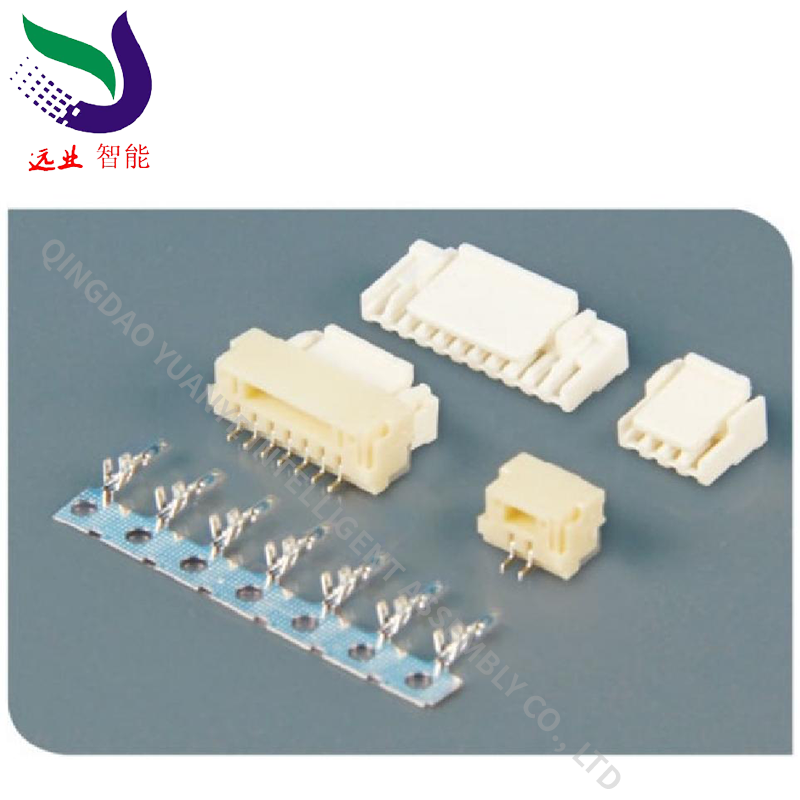 (GH)Соединитель серии Bar
(GH)Соединитель серии Bar -
 Преобразователь частоты VFD
Преобразователь частоты VFD