-


-
-


WeChat


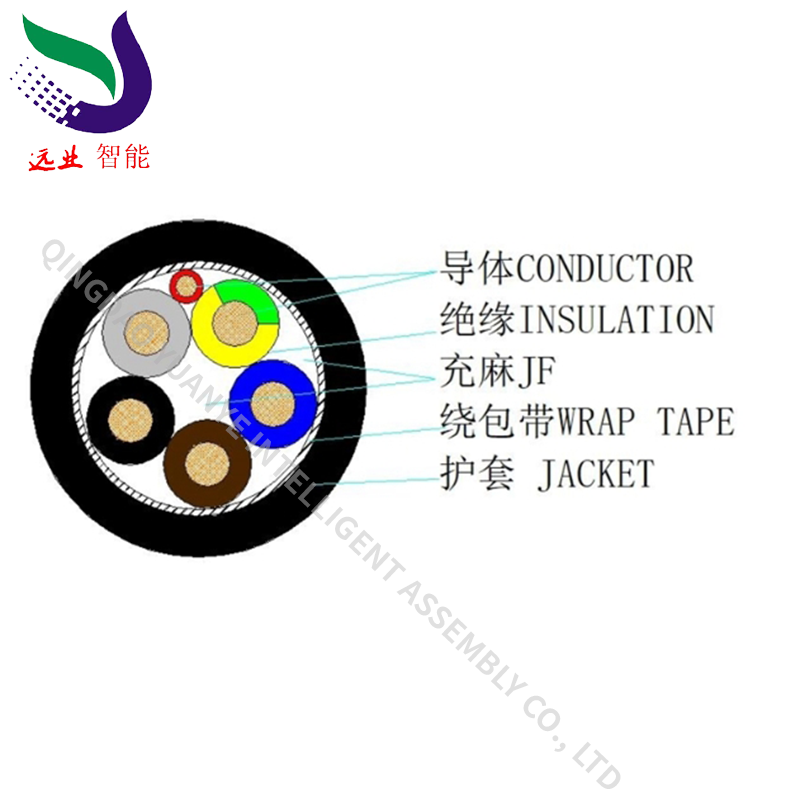
Изготовление жгутов проводов
Когда говорят про изготовление жгутов проводов, многие представляют себе просто пачку проводов в термоусадке. На деле же — это целая дисциплина, где мелочей не бывает. Ошибка в паре миллиметров при резке или не тот коэффициент усадки оболочки — и вся партия может уйти в брак. Сам сталкивался, когда на старте карьеры недооценил важность точного соблюдения схемы раскладки. Казалось бы, что такого, если силовой провод лежит не строго под углом 90 градусов к сигнальному? А оказалось, что в условиях вибрации это ведет к преждевременному износу изоляции и риску КЗ. Вот с таких шишек и начинается понимание, что жгут — это не расходник, а функциональный узел, от которого зависит работа всей системы.
От чертежа до первого образца: где кроются подводные камни
Начинается всё, конечно, с технического задания и схемы. Но вот что важно: даже идеальная схема от клиента требует технологической адаптации под реальное производство. Была история с одним заказом для бытовой техники. Клиент прислал чертеж с красивой, симметричной раскладкой. Однако при сборке опытного образца выяснилось, что предложенная трассировка создает излишнее натяжение в точках крепления к шасси. Пришлось совместно с инженерами пересматривать маршрут укладки, сохраняя электрическую корректность, но добавляя технологические петли. Это тот самый момент, когда нужно иметь смелость сказать ?так не пойдет? и предложить рабочее решение.
Подбор материалов — отдельная песня. Не всякий ПВХ-пластикат или термостойкий полиолефин подойдет для конкретных условий эксплуатации. Например, для жгутов в подкапотном пространстве нужна стойкость не только к температуре, но и к агрессивным средам — топливу, маслу, антифризу. Однажды сэкономили на марке оболочки для небольшой партии, понадеявшись на сертификаты. А в полевых условиях, при длительном контакте с техническими жидкостями, изоляция начала терять эластичность и трескаться. Урок дорогой, но поучительный: лабораторные испытания — это одно, а реальные условия — часто другое. Теперь всегда настаиваю на пробной эксплуатации или как минимум на сверке спецификаций материалов с реальным ТУ заказчика.
Здесь, кстати, видна разница между просто сборщиком и технологически подкованным производителем. Как у компании ООО Циндао Юанье Интеллектуальная Сборка, которая позиционирует себя именно как комплексное предприятие. Они не просто собирают жгуты по готовым спецификациям, а предлагают решения, включая подбор сырья и оборудования. Это правильный подход, потому что он позволяет контролировать качество по всей цепочке. На их сайте yuanye.ru видно, что фокус на создание ценности для клиента — это не просто лозунг, а необходимость для долгосрочного сотрудничества с серьёзными отраслями вроде автопрома.
Цех: где теория сталкивается с практикой
Заходишь в цех — и сразу слышен запах нагретого пластика и видны стеллажи с катушками проводов всех цветов радуги. Первый этап — резка и маркировка. Казалось бы, что может быть проще? Но если аппарат для резки не откалиброван, или ножи затупились, получаем заусенцы на концах провода. Потом эти заусенцы порвут изоляцию при протяжке через корпус или нарушат контакт в клемме. Автоматические станки — великое дело, но их нужно постоянно контролировать. Особенно при смене партии провода с другим диаметром жилы или толщиной изоляции.
Сборка на кондукторе (монтажной плате) — это уже искусство. Руки сборщика должны помнить схему, а глаза — постоянно сверяться с образцом. Частая ошибка новичков — перекрещивание проводов не в тех узлах, что ведет к увеличению толщины жгута в непредусмотренных местах. Потом этот жгут не влезает в штатный канал. Используем хомуты, стяжки, клейкие ленты. Важно, чтобы материал стяжек был совместим с оболочкой проводов и не вызывал коррозии или повреждения со временем. Нейлоновые стяжки — классика, но для высокотемпературных зон нужны металлические или термостойкие пластиковые.
Паковка и упаковка — финальный, но критичный этап. Нельзя туго свернуть жгут в бухту и перетянуть шпагатом. Это гарантированно создаст внутренние напряжения и деформации. Упаковка должна обеспечивать защиту от влаги и механических повреждений при транспортировке. Помню, как однажды отгрузили партию в обычных полиэтиленовых пакетах. При перевозке в контейнере возник перепад температур, внутри пакетов выпал конденсат. К счастью, вовремя заметили на приемке, но с тех пор для каждой партии подбираем упаковку индивидуально, учитывая логистический маршрут.
Контроль качества: не для галочки
Многие думают, что контроль — это просто ?прозвонить? цепь. На самом деле, проверок гораздо больше. Визуальный контроль на соответствие схеме раскладки. Проверка надежности обжатия контактов — выдергивающее усилие меряем динамометром. Проверка изоляции мегомметром на пробой. Для ответственных жгутов, особенно в автомобильной промышленности, обязательна проверка на вибростенде и в климатической камере. Это имитирует реальные условия эксплуатации.
Особенно коварны ошибки, которые проявляются не сразу. Например, использование двух проводов с разным коэффициентом линейного расширения в одном пучке. При циклическом нагреве/охлаждении они будут ?играть? по-разному, что со временем ослабит точки крепления и может привести к перетиранию. Такой дефект обычным приемочным контролем не выявить, нужны именно ресурсные испытания. Поэтому так важен подход, который декларирует ООО Циндао Юанье Интеллектуальная Сборка в своей философии ?качество — это жизнь предприятия?. Это не пустые слова, а понимание, что репутация строится на отсутствии проблем у клиента через год или пять лет после поставки.
Ведение документации по каждому этапу — тоже часть контроля. Должна быть прослеживаемость: от какой катушки провода взят отрезок, на каком станке обжат, кто был сборщиком. Это позволяет в случае рекламации быстро найти корень проблемы и устранить её не точечно, а системно, поправив процесс.
Эволюция процессов и взгляд в будущее
Раньше многое делалось вручную, сейчас приходит автоматизация. Полуавтоматические станки для резки и зачистки, аппараты для лазерной маркировки проводов, которые не стираются со временем. Внедрение систем цифрового проектирования жгутов, которые сразу выдают карты раскладки для кондуктора и управляющие программы для оборудования. Это сокращает время подготовки производства и минимизирует человеческий фактор.
Но автоматизация — не панацея. Она требует ещё более высокой квалификации от наладчиков и технологов. Ошибка в программе может привести к массовому браку. Поэтому ключевым звеном остаётся человек, который понимает физику процесса. Например, как поведет себя конкретный тип провода при автоматической укладке на кондуктор с заданным усилием натяжения.
Тренд — это миниатюризация и увеличение плотности монтажа при одновременном росте требований к надежности. Появляются новые материалы для изоляции, более гибкие и прочные. Растет спрос на готовые комплексные решения, когда производитель жгутов берет на себя не только изготовление жгутов проводов, но и проектирование, испытания, поставку крепежа и аксессуаров. Именно на это делает ставку Юанье, предлагая клиентам из бытовой техники, автопрома и промышленного сектора полный цикл — от идеи до готового к установке узла. В этом и есть суть современного подхода: быть не подрядчиком, а партнером, который разделяет ответственность за конечный продукт.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Изготовление жгутов проводов — это технология, ремесло и ответственность в одном флаконе. Это когда смотришь на готовый, аккуратно упакованный жгут и понимаешь, сколько решений, проверок и, да, иногда сомнений, за ним стоит. Главное — не останавливаться на достигнутом, постоянно сверять свои процессы с лучшими отраслевыми практиками, как это делают лидеры рынка, и помнить, что в нашей работе мелочей действительно не бывает. Каждый проводок на счету.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
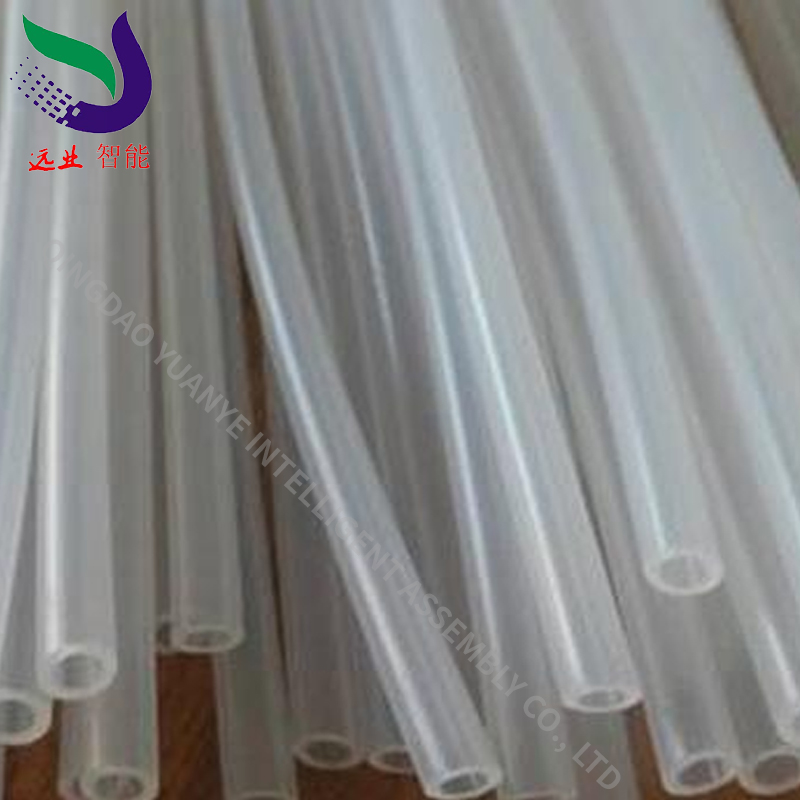 Силиконовая трубка
Силиконовая трубка -
 Труба ПВХ термостойкая
Труба ПВХ термостойкая -
 200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность
200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность -
 Введение в PLC Отопление Электропитание
Введение в PLC Отопление Электропитание -
 Стенд для проверки целостности жгута проводов
Стенд для проверки целостности жгута проводов -
 Новый испытательный стенд для жгутов электропроводки
Новый испытательный стенд для жгутов электропроводки -
 Преобразователь частоты VFD
Преобразователь частоты VFD -
 Труба ПВХ морозостойкая
Труба ПВХ морозостойкая -
 Внутренняя резиновая внешняя оболочка из волокна
Внутренняя резиновая внешняя оболочка из волокна -
 Частотно-регулируемый привод PMSM
Частотно-регулируемый привод PMSM -
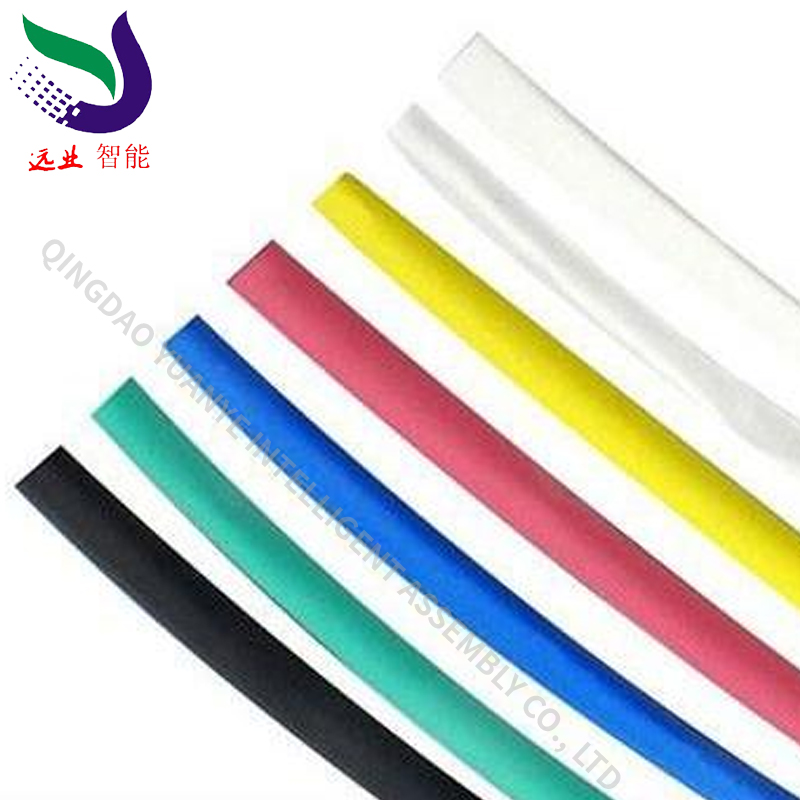 Термоусадочная трубка UL
Термоусадочная трубка UL -
 CE VFD Частотно-регулируемый привод
CE VFD Частотно-регулируемый привод