-


-
-


WeChat


Машина для скручивания проволоки
Когда говорят ?машина для скручивания проволоки?, многие представляют себе просто устройство, которое скручивает два проводка. Но на практике, особенно в серийном производстве жгутов, всё куда сложнее. Частая ошибка — считать её обособленным агрегатом. На деле, её эффективность на 70% зависит от того, как она интегрирована в линию, от подготовки провода и до настройки крутки. Если подающий механизм работает с перебоями или провод имеет неоднородность по диаметру, идеальной скрутки не получится, как ни старайся.
От теории к цеху: где кроются подводные камни
Взять, к примеру, наш опыт на площадке ООО Циндао Юанье Интеллектуальная Сборка. Мы давно занимаемся не только производством готовых жгутов, но и подбором оборудования для клиентов. И когда запрашивают машину для скручивания проволоки, первый вопрос всегда не о марке, а о том, для какого типа провода и с какой последующей операцией. Будет ли это скрутка для последующей пайки, обжима или изоляции? От этого зависит выбор.
Был случай с одним заказчиком из автопрома. Они купили, на первый взгляд, добротную немецкую машину. Но начались проблемы: обрывы, неравномерность скрутки. Стали разбираться. Оказалось, провод, который они использовали, был с более мягкой изоляцией, чем рассчитывал производитель станка. Механизм подачи и направляющие ролики ?зажевывали? провод, не обеспечивая постоянного натяжения. Пришлось совместно с инженерами Юанье дорабатывать систему подачи, подбирать другие ролики. Вывод прост: машина — это лишь часть системы. Без учета сырья и техпроцесса она — просто железка.
Ещё один нюанс — скорость. Многие гонятся за высокими показателями оборотов в минуту. Но при высокой скорости скрутки для тонких многожильных проводов есть риск ?распушения? кончика, особенно если ножи для отрезки затупились. Приходится постоянно контролировать остроту реза и угол подвода. Иногда выгоднее чуть снизить темп, но получить стабильный результат и меньше простоев на переналадку. Это та самая ?наибольшая ценность для клиента?, о которой у нас в компании говорят, — не продать самое дорогое, а подобрать оптимальное.
Интеграция в линию: когда скрутка становится звеном цепи
Современное производство жгутов — это редко отдельные островные станции. Чаще — полуавтоматические или автоматические линии. И здесь машина для скручивания проволоки должна ?общаться? с оборудованием до и после. Например, с кримпером (обжимной пресс) или паяльным модулем. Мы в ООО Циндао Юанье Интеллектуальная Сборка как раз специализируемся на комплексных решениях, поэтому для нас этот момент ключевой.
Вспоминается проект для производителя бытовой техники. Им нужно было автоматизировать участок подготовки жгутов для моторов. Скрутка была нужна для создания отводов. Мы предложили не просто поставить скруточный автомат, а встроить его в модуль, где сначала провод автоматически зачищался на определённую длину, затем скручивался, а потом конец сразу подавался в гнездо для пайки. Главной головной болью стала синхронизация циклов. Датчики положения провода на выходе из скручивающей головки то и дело давали сбой из-за вибрации. Пришлось перекладывать кабели датчиков, менять их тип на более устойчивые к помехам. Мелочь? Но из-за неё линия могла встать на час.
Поэтому сейчас, когда мы обсуждаем с клиентами, например, с теми, кто делает промышленные детали, поставку оборудования, мы всегда рисуем схему всего процесса. Важно понять, будет ли оператор вручную подавать отрезки провода в машину или это сделает автоматический податчик с катушки. От этого зависит конструкция самого станка и требования к пространству вокруг него. Философия ?качество — это жизнь предприятия? начинается именно здесь, с грамотного планирования, а не с контроля на выходе.
Сырьё и настройки: диалог между материалом и механизмом
Нельзя говорить о скрутке, не касаясь провода. Медь бывает разной мягкости (отожжённая, нет), разного класса по ГОСТ или EN. Изоляция — ПВХ, полиэтилен, силикон — имеет разный коэффициент трения и жёсткость. Машина для скручивания проволоки должна быть настроена под конкретную пару ?проводник-изоляция?. Универсальных настроек ?на все случаи? не существует, что бы ни обещали каталоги.
Например, работа с медным проводом в силиконовой изоляции для высоких температур. Материал очень скользкий. Стандартные зажимные губы его плохо удерживали, провод проскальзывал, длина скрутки ?плыла?. Решение нашли, заказав губы с насечкой определённого профиля. Но и это не всё — пришлось уменьшить усилие зажима, чтобы не повредить сам силикон. Получилось эмпирическим путём, после десятка пробных скруток.
А с многожильным проводом (например, для аудиоаппаратуры) своя история. Там важно не перекрутить, чтобы не создавать внутренних напряжений и не ухудшить электрические характеристики. Частота вращения, пауза в конце цикла для снятия остаточного крутящего момента — всё это тонкие настройки. Иногда полезно после скрутки пропустить провод через термоусадку для фиксации, но это уже следующий технологический шаг. В нашей практике поставок сырья мы всегда стараемся предоставить клиенту полные данные по материалу, чтобы облегчить ему настройку оборудования. Это часть того самого принципа ?ориентированность на людей? — помочь инженеру на месте, а не просто отгрузить бухту провода.
Экономика процесса: где искать резервы
Любое оборудование оценивается по конечной стоимости операции. Машина для скручивания проволоки может быть самой быстрой, но если она требует частой замены дорогих консумоблей (направляющих втулок, ножей) или потребляет много энергии в режиме ожидания, её выгода сходит на нет. Особенно это критично в энергосберегающих решениях, которыми также занимается наша компания.
Один из наших клиентов жаловался на высокий расход на одном из старых станков. Разобрались. Оказалось, привод работал постоянно на высоких оборотах, даже в паузах между циклами. Установили частотный преобразователь, который мягко разгоняет и тормозит шпиндель. Энергопотребление упало почти на 40% для этого узла. Казалось бы, мелочь для одного станка, но на линии из десяти машин экономия становится существенной.
Другой резерв — уменьшение отходов. При скрутке всегда есть концевые отходы. Настраивая точность позиционирования провода перед отрезкой и началом скрутки, можно сократить эти потери на сантиметры с каждой заготовки. За год набираются километры сэкономленного провода. Это не только прямая экономия на сырье, но и меньше отходов на утилизацию. Для глобальных клиентов, с которыми мы сотрудничаем, такой подход — не просто экономия, а часть экологической политики.
Взгляд вперёд: что меняется в скрутке
Технологии не стоят на месте. Сейчас всё чаще появляются запросы на скрутку не двух, а трёх и даже четырёх проводов разного сечения. Или комбинированную операцию: скрутить, а затем сразу же надеть на это место клемму или гильзу. Это требует более сложных машин с несколькими шпинделями и продвинутой системой управления.
Мы в ООО Циндао Юанье Интеллектуальная Сборка, как лидер в области высококачественных жгутов, отслеживаем эти тренды. Видится, что будущее — за модульными системами, где машина для скручивания проволоки является программируемым блоком, который можно быстро перенастроить под новый продукт. Цифровизация тоже подступает: сбор данных о количестве циклов, предупреждение о необходимости техобслуживания по фактическому износу, а не по графику.
Но как бы ни развивалась автоматизация, ключевым остаётся опыт оператора и технолога. Умение ?услышать? станок (странный звук при скрутке может говорить о начинающемся износе подшипника), вовремя заметить лёгкую волнистость скрутки — это пока не заменить датчиками. Поэтому любое оборудование, которое мы поставляем, мы рассматриваем в связке с обучением персонала. В конечном счёте, даже самая умная машина — всего лишь инструмент в руках человека. И от того, насколько человек понимает процесс, зависит, будет ли этот инструмент просто делать скрутку или создавать ту самую ценность, ради которой всё и затевается.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Энергодисперсионный рентгенофлуоресцентный спектрометр XRF-T6
Энергодисперсионный рентгенофлуоресцентный спектрометр XRF-T6 -
 CE VFD Частотно-регулируемый привод
CE VFD Частотно-регулируемый привод -
 Труба ПВХ морозостойкая
Труба ПВХ морозостойкая -
 200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность
200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность -
 Тестер сопротивления
Тестер сопротивления -
 RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек
RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек -
 Кабель связи медицинского оборудования
Кабель связи медицинского оборудования -
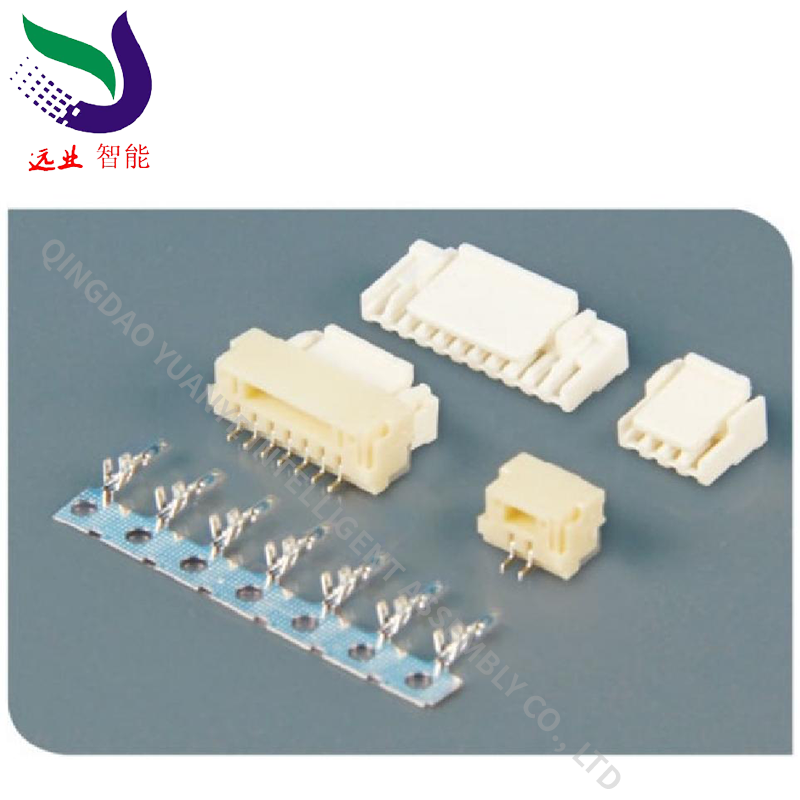
 (ZH)Соединитель серии Bar
(ZH)Соединитель серии Bar -
 Двухголовочная терминальная машина
Двухголовочная терминальная машина -
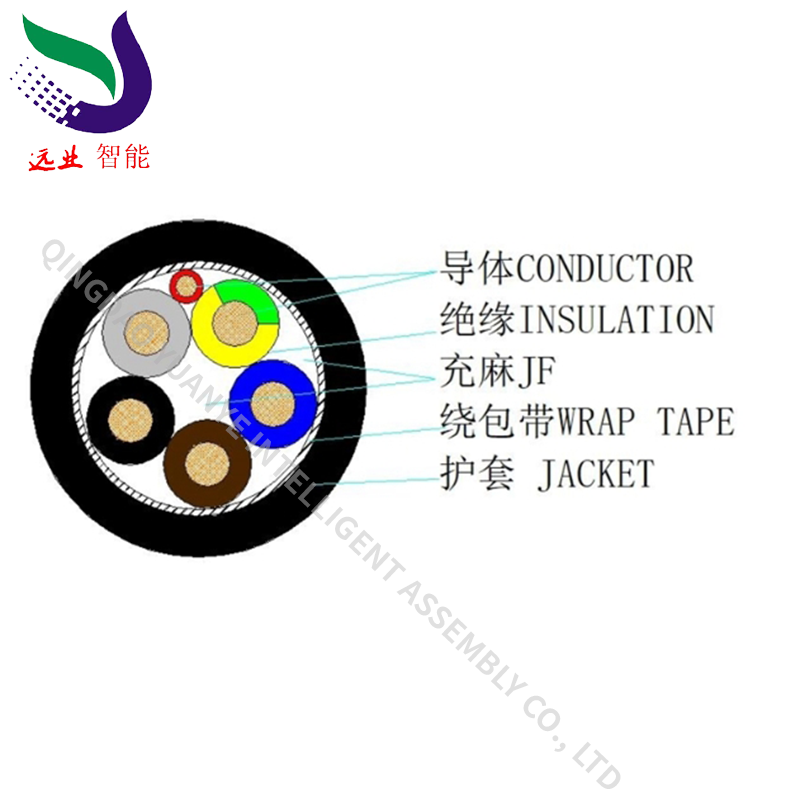 Силовой кабель
Силовой кабель -
 (GH)Соединитель серии Bar
(GH)Соединитель серии Bar -
 Стекловолоконный рукав
Стекловолоконный рукав