-


-
-


WeChat


Монтажный жгут проводов
Когда слышишь ?монтажный жгут проводов?, многие представляют себе просто связку проводов, стянутую хомутом. На деле же — это целая система, сердцевина любого электротехнического узла, где каждая жила, каждый контакт и даже изгиб трассы просчитаны и обоснованы. Основная ошибка новичков и некоторых заказчиков — недооценивать этап проектирования жгута, сводя всё к механической сборке по схеме. Но схема — это двухмерное изображение, а жгут существует в трёх измерениях, с учётом вибраций, тепловых расширений и, что критично, удобства монтажа. Вот об этих нюансах, которые не пишут в учебниках, а познаются на практике, и хочется порассуждать.
От чертежа к реальности: где кроется подвох
Взял как-то проект от клиента — схема вроде бы идеальная, разводка логичная. Но когда начал делать монтажную схему и раскладку для монтажного жгута проводов, упёрся в первую же проблему: габариты. На бумаге всё помещается, а в реальном шкафу или корпусе аппарата провода должны не просто пролезть, а лечь с запасом на подвижность, с учётом радиусов изгиба. Особенно для кабелей с экраном или многожильных силовых. Если радиус мал — со временем жилы устают, может привести к микротрещинам. Пришлось пересогласовывать трассировку, доказывая необходимость лишних, как казалось заказчику, 5 сантиметров.
Ещё один момент — точки крепления. Их расположение на чертеже и на реальной панели может отличаться на пару миллиметров. Казалось бы, ерунда. Но когда жгут из двадцати проводов, эти миллиметры складываются в натяжение или, наоборот, провис. И то, и другое плохо. Натяжение — риск вырывания из клеммника, провис — риск перетирания о край металла. Поэтому сейчас всегда закладываю в спецификацию гибкие пластиковые клипсы с запасом по ходу крепления, а не жёсткие стяжки в одной точке.
И конечно, маркировка. Цветовая — это хорошо, но в условиях плохого освещения или для дальтоника — бесполезна. Всегда дублирую бирками. Но и тут есть тонкость: бирка должна быть надета так, чтобы её было видно после укладки жгута, а не быть зажатой между другими проводами. Использую термоусадочные трубки с печатью — дороже, но надёжнее бумажных бирок, которые от вибрации или влаги могут отклеиться. Кстати, компания ООО Циндао Юанье Интеллектуальная Сборка (сайт их — yuanye.ru) как раз делает упор на качество готовых жгутов, и в их описании видно, что они понимают важность таких деталей для долгосрочной работы узла.
Материалы: дешёвое — самое дорогое
Провод — он и в Африке провод? Как бы не так. Брал как-то партию с отличными характеристиками по сечению и изоляции. Но изоляция оказалась слишком жёсткой, ?дубовой?. При формировании жгута на специальном стенде она плохо гнулась, а при отрицательных температурах на испытаниях и вовсе потрескалась в местах изгиба. Пришлось срочно искать замену. Теперь всегда требую образцы, гну их, скручиваю, проверяю реакцию на холод и масло, если проект для промышленности.
Разъёмы — отдельная история. Казалось бы, стандартный разъём, везде используется. Но если жгут будет подвергаться частой коммутации (например, в тестовом оборудовании), то лучше сразу ставить разъёмы с большим запасом по циклам ?включ-выключ?. Экономия в 50 рублей на разъёме может обернуться заменой всего жгута через полгода, потому что контактная группа разболтается. Тут принцип ?ориентированность на людей?, который декларирует ООО Циндао Юанье Интеллектуальная Сборка, работает на практике: хороший специалист должен думать не только о сборке, но и об условиях эксплуатации, чтобы создать ценность для клиента в долгосрочной перспективе.
И про термоусадку. Не всякая подходит для наружной укладки. УФ-излучение со временем делает обычную термоусадку хрупкой. Для таких случаев нужна специальная, с защитой от ультрафиолета. Это тот самый случай, когда спецификацию нужно читать до конца, а не брать ?такую же, как в прошлый раз?.
Процесс сборки: автоматизация против ?золотых рук?
Сейчас много говорят про автоматизацию производства жгутов. Да, для крупных серий — это спасение. Станки для резки, зачистки, обжима — всё это повышает точность и скорость. Но есть нюанс: даже самый продвинутый автомат не разместит провода в жгуте так, чтобы он идеально лёг в нишу корпуса с учётом всех ответвлений. Финальная укладка и формирование — это часто ручная работа, требующая понимания и опыта.
Видел, как на одном производстве пытались полностью автоматизировать процесс для сложного жгута с множеством ответвлений под разными углами. Автомат уложил всё по программе, но когда жгут попытались установить в устройство, оказалось, что несколько ответвлений упираются друг в друга, не давая зафиксировать разъём. Пришлось переделывать вручную. Мораль: автоматизация — это инструмент, а не панацея. Ключевое — это грамотное проектирование и финальная ?примерка?.
Интересно, что ООО Циндао Юанье Интеллектуальная Сборка позиционирует себя как комплексное предприятие, которое не только производит готовые жгуты, но и поставляет оборудование для их производства. Это говорит о глубоком понимании всего цикла — от сырья до готового продукта. Такой подход позволяет им, вероятно, лучше проектировать сами процессы, зная возможности и ограничения оборудования.
Логистика и хранение: невидимые проблемы
Собрал идеальный жгут, упаковал, отгрузил. А через неделю звонок: ?Пришло всё в мятом виде, некоторые клеммы погнуты?. Проблема в упаковке и транспортировке. Жгут — не жёсткая конструкция. Его нельзя просто бросить в коробку. Нужны катушки или каркасы, которые повторяют его форму, фиксируют разъёмы. Особенно это важно для международных поставок, где груз могут перегружать несколько раз.
Хранение на складе — тоже момент. Если жгут лежит навалом или висит на одном крюке, он может деформироваться. Со временем провода ?запомнят? неправильное положение, и при монтаже будут стремиться выгнуться, создавая напряжение. Поэтому для дорогих или сложных жгутов мы используем индивидуальные кофры или кронштейны.
Это тот самый этап, где философия ?качество — это жизнь предприятия? проверяется по полной. Потому что можно сделать всё идеально на производстве, но испортить продукт на последней миле. Клиент же увидит конечный результат, а не то, как аккуратно всё было собрано у тебя в цеху.
Взгляд в будущее: что меняется в подходах
Сейчас всё больше заказчиков, особенно из автопрома и бытовой техники, требуют не просто жгут, а модульный блок с частичной разборкой. То есть не монолитную конструкцию, а сегментированную, где части можно заменять независимо. Это усложняет проектирование в разы: нужно продумать межблочные соединения, их герметичность, защиту от ошибочного подключения. Но такой подход увеличивает ремонтопригодность.
Ещё тренд — интеграция датчиков непосредственно в жгут. Например, датчик температуры для мониторинга перегрева в критичной точке. Это требует вплетения в жгут не силовых или сигнальных, а оптоволоконных или особых чувствительных жил. Пока это скорее экзотика, но для ответственных систем, где нужен прогнозный мониторинг, уже применяется.
И конечно, экология. В Европе ужесточаются требования к материалам. Будут востребованы изоляции без галогенов, с возможностью легкой утилизации. Компании, которые, как Юанье, заявляют об энергосберегающих решениях и долгосрочном сотрудничестве с глобальными клиентами, наверняка уже ведут разработки в этом направлении. Потому что лидерство в производстве высококачественных жгутов — это не только про сегодняшний заказ, но и про соответствие завтрашним стандартам.
В общем, монтажный жгут проводов — это всегда компромисс между идеальной схемой, физическими возможностями материалов, технологией сборки и конечными условиями работы. И самый ценный навык — это умение предвидеть проблемы ещё на этапе обсуждения чертежа, чтобы потом не пришлось перерезать и переобжимать десятки проводов под давлением сроков сдачи объекта. Опыт, в основном, и состоит из таких вот ?набитых шишек?, которые и формируют то самое профессиональное чутьё.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Векторный частотно-регулируемый привод
Векторный частотно-регулируемый привод -
 Серия VDE
Серия VDE -
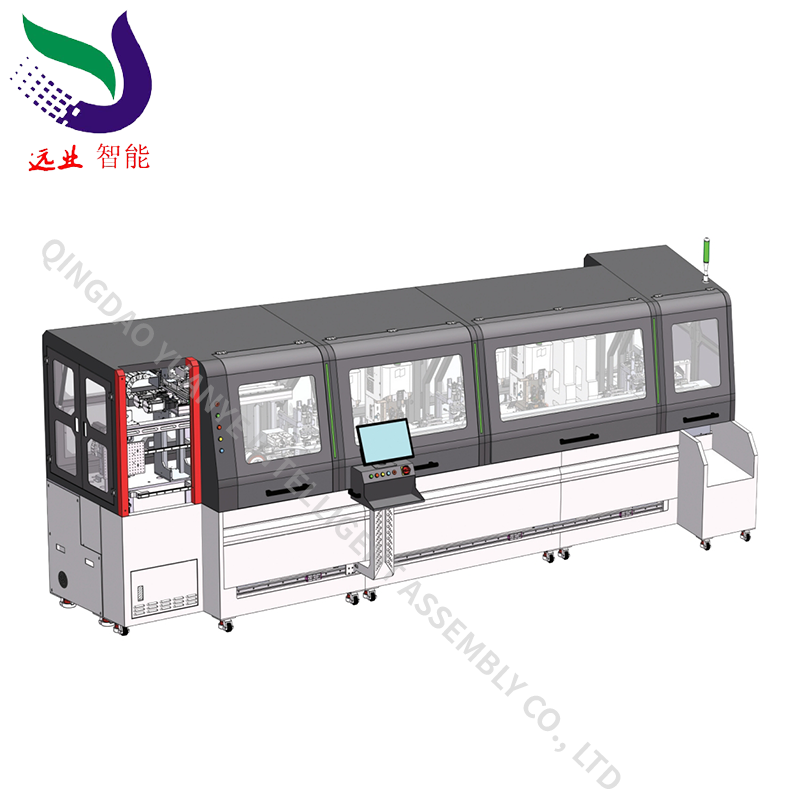 Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия)
Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия) -
 Преобразователь частоты VFD
Преобразователь частоты VFD -
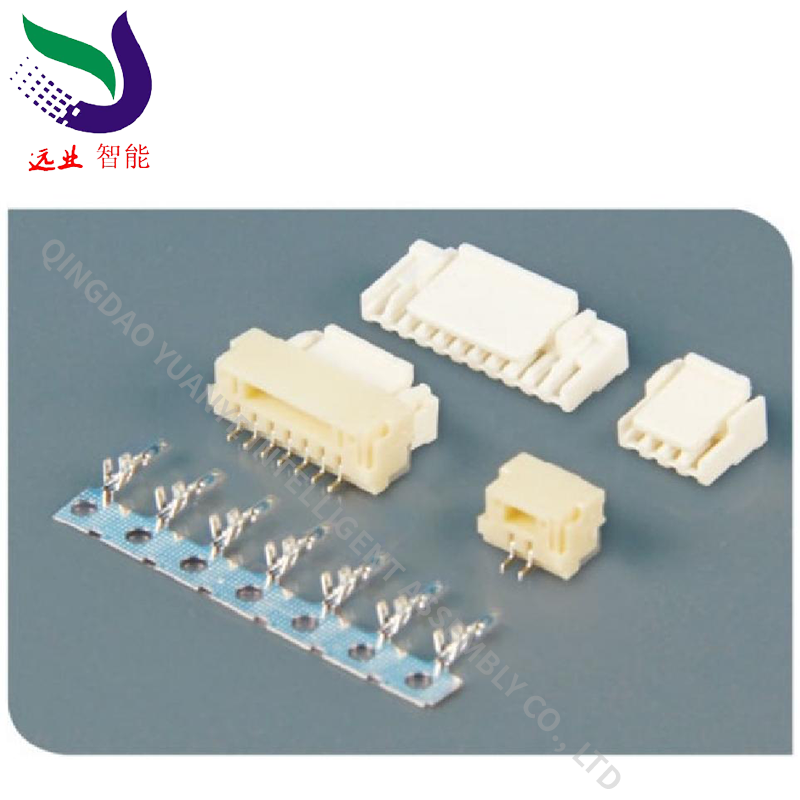 (GH)Соединитель серии Bar
(GH)Соединитель серии Bar -
 RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек
RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек -
 Стекловолоконный рукав
Стекловолоконный рукав -
 Серия UL
Серия UL -
 Введение в PLC Отопление Электропитание
Введение в PLC Отопление Электропитание -
 Частотно-регулируемый привод PMSM
Частотно-регулируемый привод PMSM -
 Внутренняя резиновая внешняя оболочка из волокна
Внутренняя резиновая внешняя оболочка из волокна -
 CE VFD Частотно-регулируемый привод
CE VFD Частотно-регулируемый привод