-


-
-


WeChat


Оборудование для жгутов проводов
Когда говорят про оборудование для жгутов проводов, многие сразу представляют себе прессы для обжима клемм или, на худой конец, тестеры. Это, конечно, основа, но если копнуть глубже — это целая экосистема, от чертежа до упакованной паллеты. И главная ошибка, которую я часто вижу у новых участников рынка — это покупка разрозненных единиц техники без понимания того, как они будут работать в одной связке. Скажем, купили отличный немецкий резак, а он сыплет опилки на контакты, которые потом надо чистить вручную, потому что систему аспирации не продумали. Или автоматическая размотка катушки, которая не синхронизирована со скоростью резака. В итоге — простои, брак и головная боль. Мой опыт говорит, что начинать нужно не с машины, а с процесса.
От идеи до чертежа: подготовка — это уже часть оборудования
Перед тем как закупать физические станки, нужно четко понимать, что именно ты будешь на них делать. И здесь ключевую роль играет не железо, а софт. Современное проектирование жгутов — это CAD-системы, которые не только рисуют схему, но и генерируют таблицы раскроя проводов, спецификации клемм и даже программы для программируемых машин. Раньше у нас был случай: конструктор нарисовал жгут, но не учел радиус изгиба провода при укладке в монтажную панель. В итоге на готовом изделии была постоянная нагрузка на жилу, что через пару лет могло привести к обрыву. Оборудование здесь бессильно, если ему на вход подают кривые данные. Поэтому я всегда настаиваю, чтобы отдел подготовки производства и конструкторы работали в одной цифровой среде. Некоторые поставщики, вроде ООО Циндао Юанье Интеллектуальная Сборка, это понимают и предлагают не просто станки, а консультации по организации всего технологического цикла, начиная с проектирования. На их сайте yuanye.ru видно, что они позиционируют себя как поставщика комплексных решений, а не просто ?железа?. И это правильный подход.
Еще один нюанс — это база данных компонентов. В идеале, твой CAD должен быть связан со складской программой и знать, какие клеммы, разъемы и провода есть в наличии, их технические параметры. Иначе можно спроектировать жгут с коннектором, которого нет на складе, а его аналог имеет другую геометрию обжима. И твой дорогущий автомат для обжима придется перенастраивать вручную, теряя время. Мы через это прошли. Сейчас мы ведем единую библиотеку, и любое изменение в номенклатуре сразу отражается на доступных для конструктора компонентах. Это, по сути, тоже часть ?оборудования? — информационного.
Сердце цеха: резка, зачистка и маркировка
Вот мы подошли к самому ?телу?. Автоматические резально-зачистные машины — это must have для любого серийного производства. Но и здесь есть подводные камни. Например, точность зачистки. Для многожильных тонких проводов в бытовой технике нужен один тип ножа — точный, с минимальным давлением, чтобы не повредить жилы. А для силовых кабелей в автомобилестроении — совсем другой, мощный и износостойкий. Однажды мы поставили машину с универсальными ножами на линию, где шли оба типа проводов. Постоянные переналадки, регулировка усилия… Производительность упала вдвое. Пришлось разделять потоки и закупать специализированную машину для тонких работ.
Маркировка — это отдельная песня. Термотрансферная печать, лазерная, инжекционная маркировка на изоляцию… Выбор зависит от требований к стойкости. Для двигателей под капотом, где есть масло и температура, термотрансфер может не подойти — сотрется. Нужен лазер. Но лазерная маркировка ПВХ изоляции может выделять вредные газы — нужна вытяжка. Опять возвращаемся к системе. Кстати, Оборудование для жгутов проводов от Юанье, судя по их материалам, часто поставляется с учетом таких нюансов — они как раз работают с автомобильной и бытовой техникой, где требования сильно разнятся. Важно, чтобы поставщик понимал твой конечный продукт.
И про тестирование на этом этапе. Хорошая практика — встроенный контроль длины и качества зачистки прямо в резальную машину. Оптический датчик может отсечь брак до того, как провод пойдет дальше на обжим. Экономит кучу времени и материалов.
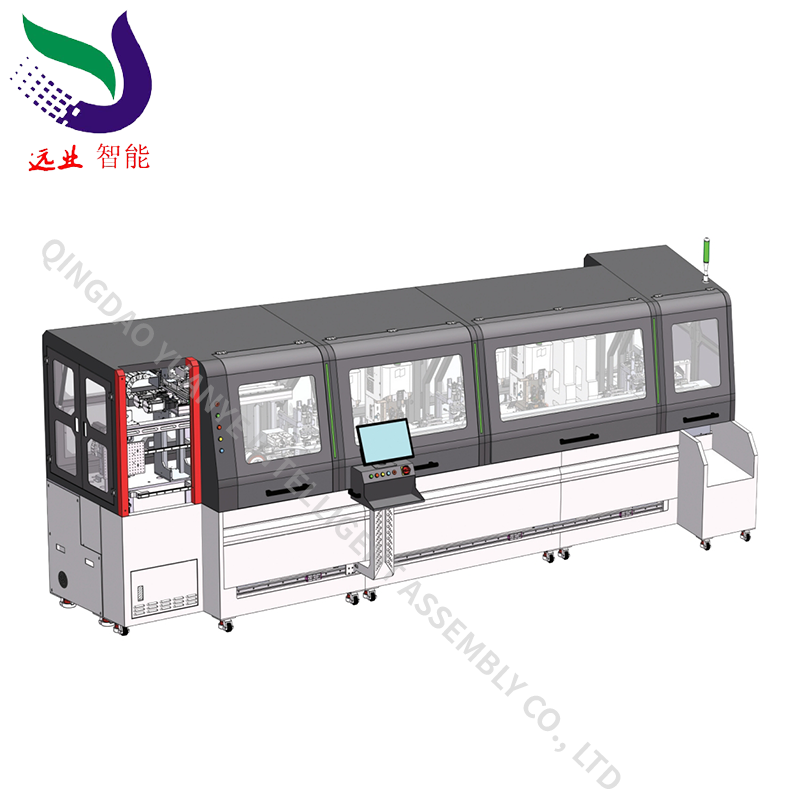
Обжим и запрессовка: где рождается контакт
Обжимные прессы — это, пожалуй, самый ответственный участок. Некачественный обжим — это не просто плохой контакт, это потенциальный пожар. Тут нельзя экономить. Важна не только сила сжатия, но и форма индентора (пуансона и матрицы), его износ, калибровка. Мы раз в смену проверяем обжим на разрыв и проводим замер сечения. Автоматические прессы с сервоприводом и встроенным контролем силы хороши, но дороги. Для мелкосерийного производства иногда выгоднее полуавтомат с ручной подачей, но с тем же точным контролем. Опять же, все упирается в объемы и номенклатуру.
Одна из частых проблем — это подача клемм из вибробункера. Если клеммы сложной формы или легкие, они могут переворачиваться, застревать. Приходится постоянно следить, чистить лоток. Иногда проще использовать ленточную подачу (на картоне), особенно для миниатюрных коннекторов. Но это дороже. Нет универсального решения, каждый случай нужно разбирать отдельно. Я видел, как на одном из проектов с участием ООО Циндао Юанье Интеллектуальная Сборка они решали подобную проблему для микроконнекторов в датчиках — сделали гибридную систему с ручной загрузкой матриц, но автоматическим обжимом. Работает.
И еще момент — инструмент. Инденторы — расходник. Надо иметь запас и четкую систему их замены и учета. Затупившийся индентор — гарантированный брак.
Сборка и укладка: от хаоса к порядку
Когда все провода нарезаны, зачищены, обжаты — их надо собрать в жгут. Ручная сборка на монтажной панели (столе) — это до сих пор норма для многих производств, особенно со сложной геометрией или малыми сериями. Но даже здесь есть оборудование: это подсветка панели, система фиксации проводов (зажимы, стяжки), инструмент для укладки. Эргономика рабочего места — это критически важно для скорости и качества труда сборщика.
Для крупных серий есть автоматические укладчики проводов (wire processing systems), которые по программе раскладывают провода на панели. Зрелище завораживающее, но инвестиции огромные. Окупается только на очень больших объемах с минимальным количеством изменений в конструкции. И их настройка — это целое искусство. Мы рассматривали такой вариант для одного заказа на 100 тысяч одинаковых жгутов, но в итоге отказались — клиент через полгода захотел модификацию, и вся программа пошла бы под откос. Остановились на полуавтоматике с направляющими.
Здесь же происходит обвязка жгута — стяжками, изолентой, трубками. Оборудование для наложения стяжек (пистолеты, автоматы) тоже должно быть подобрано под их тип (нейлон, с металлическим замком). Автоматический пистолет, который не до конца затягивает или, наоборот, пережимает и режет изоляцию — это кошмар.
Финишный контроль и упаковка
Многие на этом этапе экономят, а зря. Электрический тестер жгутов — это не роскошь. Он проверяет целостность цепи, отсутствие коротких замыканий, правильность коммутации и даже, в продвинутых версиях, сопротивление контакта. Ручная прозвонка мультиметром — это путь к человеческой ошибке и медленно. Современные тестеры могут сохранять протоколы, что важно для автомобильной промышленности, где нужна прослеживаемость.
Но и тестер надо правильно запрограммировать. Однажды мы получили рекламацию: жгут не работал. Тестер показывал ?ОК?. Оказалось, в программе теста не была заложена проверка на перепутывание двух проводов одинакового цвета и сечения, которые шли в одном разъеме. Тестер видел контакт, но не видел, что он не на своем месте. Пришлось переписывать программу, учитывая не только электрические параметры, но и ?адреса? контактов. Это к вопросу о том, что оборудование умное, но думать все равно надо людям.
Упаковка. Казалось бы, что тут сложного? Но если жгут идет на экспорт или к крупному автопроизводителю, требования к упаковке жесткие: антистатическая пленка, определенная укладка на паллету, маркировка. Неправильная упаковка может привести к повреждению контактов при транспортировке. У нас был прецедент, когда жгуты просто свалили в коробку, и в пути от вибрации клеммы погнулись. Теперь используем формовочные вкладыши и фиксаторы. Это тоже часть технологической цепочки, которую надо продумать.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Оборудование для жгутов проводов — это не список станков из каталога. Это выстроенный и сбалансированный процесс, где каждый элемент, от софта до упаковочного стола, должен работать в унисон. И главное — это не бояться учиться на своих ошибках и глубоко вникать в детали. Можно купить самое дорогое ?железо?, но без грамотной технологии и подготовленных кадров оно будет простаивать. И наоборот, с умным подходом даже на скромном парке машин можно делать качественный и конкурентоспособный продукт. Смотрю на опыт компаний вроде Юанье, которые с 2015 года растут, работая с глобальными клиентами — они явно прошли этот путь и понимают ценность комплексного подхода, о котором я тут размышлял. Не просто продать станок, а помочь выстроить процесс. В этом, наверное, и есть главный секрет. А оборудование… оно всего лишь инструмент. Как молоток. Можно им гвоздь забить, а можно и палец отбить. Все зависит от того, в чьих он руках и какая перед ним задача.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 (179)Соединитель серии Bar
(179)Соединитель серии Bar -
 Двухголовочная терминальная машина
Двухголовочная терминальная машина -
 Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃
Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃ -
 Термоусадочная трубка UL
Термоусадочная трубка UL -
 Частотно-регулируемый привод PMSM
Частотно-регулируемый привод PMSM -
 Внутренняя резиновая внешняя оболочка из волокна
Внутренняя резиновая внешняя оболочка из волокна -
 Медицинская проводка
Медицинская проводка -
 (ZH)Соединитель серии Bar
(ZH)Соединитель серии Bar -
 (ZND)Соединитель серии Bar
(ZND)Соединитель серии Bar -
 (GH)Соединитель серии Bar
(GH)Соединитель серии Bar -
 Двустенная термоусадочная трубка
Двустенная термоусадочная трубка -
 Серия VDE
Серия VDE