-


-
-


WeChat


Оборудование для кодирования и маркировки
Когда говорят про оборудование для кодирования и маркировки, многие сразу представляют себе принтер, который ставит цифры на коробку. Но в реальности, особенно в нашем сегменте — производстве жгутов проводов — это целая философия контроля и прослеживаемости. Ошибка в маркировке клеммы или провода может обернуться часами поиска неисправности на сборочном конвейере у заказчика, а то и отзывом партии. Я много раз видел, как клиенты, особенно в автопроме, сначала экономят на этой части, покупая что попроще, а потом несут куда большие убытки. Сам через это проходил, когда лет десять назад пытался адаптировать дешёвый термотрансферный принтер для маркировки кабельных бирок в условиях цеха с постоянной вибрацией. Результат был предсказуем — смазанные коды, постоянный сход ленты, простои. Именно тогда и пришло понимание, что это не второстепенная задача, а критически важный узел.
От бирок до сложных систем: эволюция потребностей
Начиналось всё, как у многих, с ручного. Маркер, бирка, иногда даже сургуч — для мелких серий или прототипов сойдёт. Но как только речь заходит о серийном выпуске, особенно для таких требовательных отраслей, как автомобилестроение или бытовая техника, ручной труд становится источником ошибок и узким местом. Первым шагом обычно становится автоматизация печати и нанесения бирок. Здесь важно не просто купить аппарат, а понять среду: будет ли он стоять в чистом цеху или рядом с обжимными прессами, где в воздухе может быть масляная взвесь? Будет ли маркировка наноситься на ПВХ-изоляцию, термоусадочную трубку или на сам разъём?
Например, для маркировки непосредственно на провод часто нужна лазерная гравировка. Казалось бы, решение на века — метка не стирается. Но и тут есть нюансы. Не каждый тип изоляции хорошо и контрастно гравируется, некоторые материалы при нагреве лазером могут выделять вредные газы или менять свои диэлектрические свойства. Приходилось сталкиваться с ситуацией, когда заказчик из Германии требовал лазерную маркировку на тонком фторопластовом проводе для высокотемпературных применений. Стандартные настройки ?сожгли? образец. Пришлось вместе с инженерами поставщика, того же ООО Циндао Юанье Интеллектуальная Сборка, который как раз глубоко погружён в тонкости производства жгутов, подбирать мощность, скорость и частоту импульса буквально опытным путём. Их практический опыт с разными типами сырья здесь бесценен, потому что они видят проблему не со стороны продавца оборудования, а со стороны конечного пользователя.
Следующий уровень — это интеграция оборудования для кодирования в общую линию. Принтер или маркиратор должен ?общаться? с обжимным прессом, тестером проводимости и системой учёта. Чтобы по штрих-коду на готовом жгуте можно было понять, какой автомат обжал клеммы, кто был оператором и из какой партии был провод. Для этого нужно не просто аппаратное, но и программное обеспечение, способное работать с протоколами конкретных станков. Часто именно на этом этапе проекты буксуют, потому что оборудование от разных вендоров отказывается ?дружить?.
Ключевые ошибки при выборе и внедрении
Самая распространённая ошибка — выбор исходя только из цены за единицу отпечатка. Дешёвые расходники (чернила, ленты) могут забивать головку принтера, а их низкая стойкость к истиранию или температуре приведёт к тому, что маркировка ?исчезнет? при транспортировке или на морозе. Был у меня случай на одном из заводов по сборке сельхозтехники: бирки на жгутах, напечатанные на самом дешёвом материале, за зиму на неотапливаемом складе просто осыпались. Пришлось перемаркировывать всю партию в срочном порядке, что стоило дороже, чем изначальная экономия.
Вторая ошибка — игнорирование эргономики и скорости. Если оператору для навешивания бирки нужно совершить три лишних движения, это замедлит всю линию. Хорошее решение — это когда отпечатанная и отрезанная бирка подаётся в зону взятия прямо с минимальным усилием. Или когда маркировка наносится на провод прямо на лету, пока он движется по направляющим перед отрезным станком. Такие комплексные решения как раз предлагают компании, которые сами являются производителями, как ООО Циндао Юанье Интеллектуальная Сборка. Они понимают ритм конвейера изнутри.
Третье — недооценка важности ПО. ?Любая программа сойдёт? — это путь в никуда. Интерфейс должен быть интуитивным, особенно при смене моделей жгутов. Лучшие системы позволяют загружать чертежи или схемы из CAD-программ и автоматически генерировать базу данных для маркировки, привязывая код к конкретному проводнику в схеме. Это drastically снижает человеческий фактор. Без такого софта даже самый дорогой принтер — просто железка.
Связь с производством жгутов: где кроются сложности
В нашем деле маркировка редко бывает самостоятельным процессом. Она вплетена в цепочку. Допустим, провод от катушки проходит через машину для маркировки, затем на отрез, зачистку, обжим... Если код нанесён с ошибкой или смазан, этот брак обнаружится, возможно, только на этапе контроля, когда все остальные операции уже выполнены. Значит, потеряны и время, и материалы. Поэтому критически важна система немедленного контроля качества сразу после нанесения маркировки. Некоторые продвинутые системы используют камеры для считывания и верификации каждого отпечатанного кода или Data Matrix в реальном времени.
Особая головная боль — маркировка мелких деталей. Например, крошечных клемм для разъёмов в электронике. Тут не налепишь бирку. Часто приходится использовать кодирование всей упаковочной единицы (кассеты, бобины), а затем обеспечивать строгое соответствие этой упаковки конкретной позиции на сборочном стенде. Это требует уже не просто оборудования, а выстроенной логистической системы на участке. На сайте yuanye.ru видно, что компания фокусируется на комплексных решениях, и такой подход — от сырья до готового жгута — как раз позволяет им грамотно проектировать и эти промежуточные этапы, включая маркировку.
Ещё один момент — разнообразие материалов. Жгут для автомобиля под капотом и жгут для стиральной машины маркируются в разных условиях. В первом случае нужна стойкость к топливу, маслам, высоким температурам и вибрации. Во втором — возможно, к моющим средствам и влажности. Оборудование и расходники должны это учитывать. Универсального решения нет, и попытка найти его — это тупик.
Про конкретные технологии и их место в цеху
Термотрансферная печать — это всё ещё рабочий конёк для бирок и маркировки на плёнке. Дёшево, относительно быстро, легко менять данные. Но, как я уже говорил, чувствительна к качеству риббона и условиям. Для постоянных, неизменных меток (типа номера детали) лучше подходит тампопечать или даже литьё с маркировкой в пресс-форме — но это для очень крупных серий.
Струйная печать, особенно высокого разрешения (HI-P), хороша для нанесения прямо на изоляцию, когда нужна гибкость и скорость изменения данных. Но чернила должны быть специальными, адгезивными, и часто требуется предварительная обработка поверхности (праймер). Плюс — регулярное обслуживание головок.
Лазерная маркировка — это вершина для требовательных применений. Метка не стирается, нет расходников, только электричество. Но высокая начальная стоимость и, опять же, ограничения по материалам. Не каждый провод можно так пометить, не повредив его. Это выбор для премиум-сегмента или там, где этого прямо требуют стандарты (авиация, военная техника).
Выбор всегда — это компромисс между стойкостью, скоростью, стоимостью и гибкостью. Готового рецепта нет. Нужно отталкиваться от техзадания заказчика и реалий конкретного производства.
Взгляд в будущее: что меняется
Тренд очевиден — это тотальная цифровизация и прослеживаемость. Штрих-код постепенно уступает место двумерным кодам Data Matrix или QR, которые могут нести больше информации в меньшем пространстве. Оборудование для кодирования должно уметь их генерировать и качественно наносить на маленькую площадь.
Второе — интеграция в ?Индустрию 4.0?. Маркиратор становится не просто исполнительным устройством, а источником данных для MES-системы. Сколько бирок напечатано, сколько было брака, время простоя, прогноз износа печатающей головки — всё это стекается в единый центр. Это позволяет перейти от реактивного к предиктивному обслуживанию оборудования.
И третье — растущие экологические требования. Всё больше клиентов спрашивают про возможность переработки бирок или использование биоразлагаемых материалов. Давление идёт со стороны конечных брендов, особенно европейских. Это новый вызов для поставщиков расходных материалов и, соответственно, для самого оборудования, которое должно с этими материалами работать.
В итоге, возвращаясь к началу, оборудование для кодирования и маркировки — это не изолированная единица. Это нервный узел в организме современного производства, особенно такого точного, как изготовление жгутов. Его выбор и внедрение — это стратегическое решение, которое влияет на качество, скорость и, в конечном счёте, на репутацию производителя. Подход, который демонстрирует ООО Циндао Юанье Интеллектуальная Сборка, — смотреть на проблему комплексно, с позиции своего же сборочного цеха, — кажется мне наиболее верным. Потому что только тот, кто сам собирает жгуты, по-настоящему понимает, какая маркировка выживет в реальных условиях, а какая — нет.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Серия VDE
Серия VDE -
 (51021)Соединитель серии Bar
(51021)Соединитель серии Bar -
 Мониторинг медицинских кабелей
Мониторинг медицинских кабелей -
 Векторный частотно-регулируемый привод
Векторный частотно-регулируемый привод -
 Стекловолоконный рукав
Стекловолоконный рукав -
 Высоковольтный автомобильный провод
Высоковольтный автомобильный провод -
 Силиконовая трубка
Силиконовая трубка -
 Автомобильная линия низкого напряжения
Автомобильная линия низкого напряжения -
 Двухголовочная терминальная машина
Двухголовочная терминальная машина -
 Двустенная термоусадочная трубка
Двустенная термоусадочная трубка -
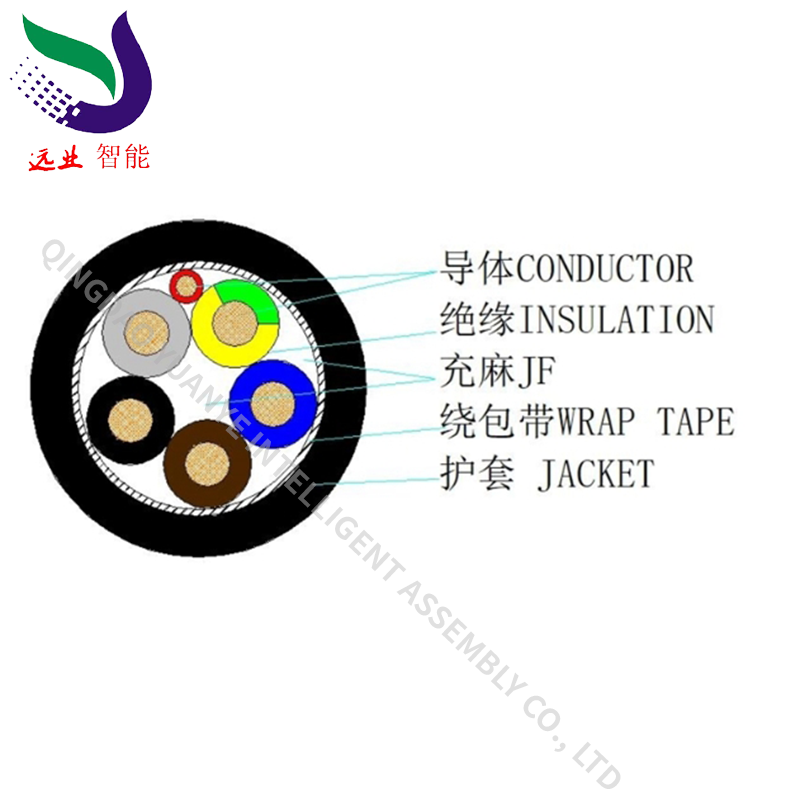 Силовой кабель
Силовой кабель -
 (ZH)Соединитель серии Bar
(ZH)Соединитель серии Bar
Связанный поиск
Связанный поиск- Провод панели отображения холодильника
- Терминальные разъемы
- Жгут проводов панели приборов веста
- Жгут проводов автоматизированного оборудования
- Линия для производства жгутов проводов
- Жгут проводов ваз 2108
- Колодка жгута проводов
- Измеритель сопротивления изоляции
- Жгут проводов морозильной камеры
- Оборудование для жгутов проводов