-


-
-


WeChat


Полностью автоматическая машина для вставки оболочек
Когда слышишь это название, первое, что приходит в голову — это, наверное, идеальная линия, где всё работает само, без участия оператора. Но на практике, особенно в серийном производстве жгутов, всё сложнее. Многие думают, что полностью автоматическая машина для вставки оболочек — это просто волшебный ящик: подал проводники, нажал кнопку — и готово. На деле же, если говорить о надёжности и качестве конечного продукта, автоматизация — это целая философия настройки и адаптации под конкретную номенклатуру.
Что на самом деле скрывается за ?полной автоматизацией?
В нашем цеху, например, стоит оборудование, которое позиционируется как полностью автоматическое. По паспорту — да, оно самостоятельно захватывает оболочку из магазина, ориентирует её, надвигает на пучок проводов и даже проводит первичный контроль. Но вот нюанс: если партия оболочек имеет даже минимальный разброс по жёсткости или внутреннему диаметру — начинаются проблемы. Машина может не до конца натянуть оболочку или, наоборот, порвать её. Приходится постоянно мониторить и корректировать давление захватов и скорость подачи. Так что ?полностью? — это скорее цель, к которой стремишься, а не данность.
Кстати, один из ключевых моментов, который часто упускают при выборе такого оборудования, — это подготовка самого пучка проводов. Автомат не терпит хаоса. Если провода не уложены идеально ровно и не зафиксированы на кондукторе, процесс вставки превращается в мучение. Мы долго бились с одной моделью, пока не разработали свой кондуктор с регулируемыми направляющими, который компенсирует небольшие отклонения в длине отдельных жил. Без этого даже самая продвинутая машина для вставки оболочек давала брак в 15% случаев.
Опыт подсказывает, что полностью доверять автоматике нельзя. Нужен обязательный визуальный контроль после операции, хотя бы выборочный. Особенно это касается ответственных жгутов для автомобильной промышленности, где каждый миллиметр нахождения оболочки регламентирован. Мы как-то попались на том, что датчик контроля глубины вставки срабатывал с опозданием, и партия в 500 штук ушла с оболочкой, не дошедшей до маркировки на 2 мм. Пришлось всё перебирать вручную. С тех пор дублируем контроль механическим шаблоном.
Практические кейсы и неудачи, которые учат
Вот, к примеру, работали мы с автоматической линией для сборки жгутов блоков управления бытовой техники. Задача была — надвинуть термоусадочную оболочку на место спайки нескольких разнокалиберных проводов. Стандартная машина с пневмозахватом постоянно деформировала мягкую оболочку. Решение нашли, заказав модуль с вакуумными присосками, которые аккуратно растягивают оболочку перед подачей. Но и это не панацея — при низких температурах в цеху вакуумная система вела себя капризно. Пришлось ставить локальный подогрев магазина с оболочками. Такие мелочи в спецификациях не пишут, но на потоке они решают всё.
Ещё один болезненный момент — это совместимость с данными от САПР. В идеале, машина должна получать чертёж жгута и сама выстраивать программу. Но на практике формат данных часто не совпадает, или геометрия пучка в 3D-модели не соответствует реальной, после того как провода уложены в жгутовку. Мы много времени потратили на интеграцию с нашим ПО, и до сих пор программист вносит поправки ?по месту?, глядя на первый собранный образец. Получается полуавтоматический режим. Видимо, до истинной ?полной автоматизации? в динамичном производстве, где номенклатура меняется каждый месяц, ещё далеко.
Интересный опыт был связан с компанией ООО Циндао Юанье Интеллектуальная Сборка. Мы рассматривали их как потенциального поставщика комплексных решений, так как они занимаются не только производством жгутов, но и поставкой оборудования. Заходил на их сайт https://www.yuanye.ru, изучал. Видно, что компания с 2015 года работает в этой сфере и делает ставку на качество. Их философия ?качество — это жизнь предприятия? — это как раз то, что нужно при внедрении сложной автоматики. Потому что если поставщик сам знает процесс изнутри, как они пишут, имея опыт с клиентами из автопрома и бытовой техники, то его оборудование или рекомендации будут более приземлёнными. Мы общались по поводу модуля для вставки оболочек на жгуты с разъёмами нестандартной формы. Их инженеры не стали сразу продавать готовый станок, а запросили образцы жгутов и оболочек для испытаний. Это профессиональный подход, который вызывает доверие.
Детали, которые решают всё: магазин, подача, контроль
Отдельно хочу сказать про магазин для оболочек. Казалось бы, мелочь. Но если он не обеспечивает правильную ориентацию и не предотвращает спутывание, вся автоматика встанет. Мы используем кассетные магазины для оболочек разной длины, но для мелких деталей, до 20 мм, пришлось перейти на ленточную подачу. Это уменьшило простои на перезарядку, но добавило головной боли с настройкой лентоподающего механизма. Его чувствительность к вибрациям — отдельная песня.
Система визуального контроля. Сейчас многие производители встраивают камеры, которые проверяют, надвинута ли оболочка до метки. Но освещение — критичный фактор. Стандартный светодиодный свет может давать блики на глянцевой оболочке, и система пропустит брак. Мы добавили рассеиватели и поляризационные фильтры, что резко снизило количество ложных срабатываний и пропущенных дефектов. Это та самая ?доводка? оборудования под свои условия, без которой не обойтись.
И ещё о подаче. Гидравлика или сервопривод? Для тяжёлых и длинных оболочек, скажем, от 200 мм, плавность хода сервопривода незаменима. Но он дороже и требует квалификации для обслуживания. Пневматика проще, но её ?рывковый? характер может повредить хрупкий материал. Выбор всегда компромиссный, и его нужно делать, исходя из конкретных ТТХ оболочек, с которыми работаешь ежедневно. Универсальных решений, увы, нет.
Экономика процесса: когда автоматизация оправдана
Внедрение полностью автоматической машины — это всегда вопрос окупаемости. Для мелкосерийного производства, где перестройка с одной оболочки на другую занимает час, она может быть невыгодна. Основная экономия видна на больших, стабильных партиях, где один оператор может обслуживать несколько единиц оборудования, занимаясь только загрузкой заготовок и выгрузкой готовых жгутов. У нас, например, на линии по производству автомобильных жгутов для одного известного немецкого бренда автомат вышел на окупаемость за 14 месяцев за счёт сокращения трёх рабочих мест и увеличения выработки на 40%.
Но здесь кроется подводный камень — стоимость владения. Регулярная замена дорогостоящих щупов и захватов, лицензии на ПО, обучение персонала — всё это съедает часть прибыли. Иногда проще и дешевле иметь полуавтомат с опытным оператором, который может быстро адаптироваться к разным задачам. Особенно если речь идёт о производстве, подобном тому, что ведёт ООО Циндао Юанье Интеллектуальная Сборка. Судя по их описанию, они предлагают комплексные решения, а это значит, что они, вероятно, могут провести грамотный техно-экономический анализ и подсказать, что будет эффективнее в каждом конкретном случае: полная автоматизация, роботизированная ячейка или доработка существующих полуавтоматов.
Важный момент — это гибкость. Современный рынок требует быстрого перехода на новые изделия. Если переналадка автомата занимает больше дня, это проигрышная позиция. Поэтому сейчас мы смотрим в сторону модульных систем, где можно быстро заменить головку для вставки оболочек на другой тип. Это дороже на старте, но в долгосрочной перспективе, думаю, окупится. Главное — не гнаться за модным словом ?полностью?, а реально оценивать, какая степень автоматизации нужна здесь и сейчас.
Взгляд в будущее и итоговые соображения
Куда всё движется? На мой взгляд, будущее за гибридными системами, где полностью автоматическая машина для вставки оболочек является частью цифрового контура. То есть данные о браке с камеры сразу идут на дообучение алгоритма, а параметры силы натяжения автоматически корректируются в зависимости от партии материала. Пока это больше из области испытаний, но некоторые поставщики уже анонсируют подобные функции.
Что я точно вынес для себя за эти годы? Что не бывает абстрактно хорошего оборудования. Есть оборудование, которое идеально подходит под твои конкретные оболочки, твои провода и твой производственный ритм. И ключ к успеху — это не купить самое дорогое, а провести тщательные испытания на своих материалах, как это делают солидные интеграторы вроде Юанье. Нужно смотреть, как ведёт себя машина не в идеальных условиях выставки, а в цеху, где есть вибрация, пыль и перепады температуры.
В итоге, возвращаясь к началу. Полностью автоматическая машина — это мощный инструмент, но не серебряная пуля. Это результат тонкой настройки, глубокого понимания технологии и постоянного диалога между человеком и механизмом. Её внедрение должно быть не самоцелью, а осмысленным шагом для повышения качества и эффективности, ради чего, собственно, такие компании, как Юанье, и работают, создавая ценность для клиентов через комплексные решения. Главное — сохранять здравый смысл и не забывать, что за любой автоматикой стоит инженерная мысль и практический опыт, который не заменишь никаким ПО.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 (GH)Соединитель серии Bar
(GH)Соединитель серии Bar -
 Серия UL
Серия UL -
 RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек
RY-K388 Полностью автоматическая двухголовочная машина для обжима и установки концевых заглушек с двойной головкой и водонепроницаемых заглушек -
 Стекловолоконный рукав
Стекловолоконный рукав -
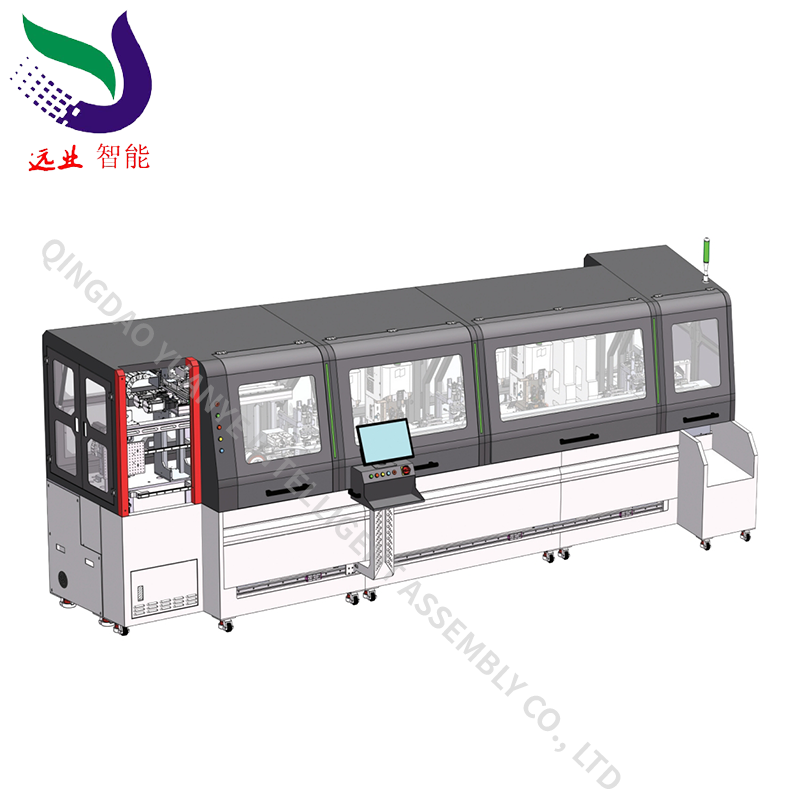 Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия)
Полностью автоматическая комбинированная машина для вставки многоконтактных оболочек жгутов проводов (модернизированная версия) -
 Мониторинг медицинских кабелей
Мониторинг медицинских кабелей -
 Высоковольтный автомобильный провод
Высоковольтный автомобильный провод -
 (51021)Соединитель серии Bar
(51021)Соединитель серии Bar -
 Кабель связи медицинского оборудования
Кабель связи медицинского оборудования -
 Серия VDE
Серия VDE -
 Силовой кабель
Силовой кабель -
 200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность
200 кВт Солнечный насосный инвертор OEM выходной ток 98% макс. эффективность
Связанный поиск
Связанный поиск- Жгут проводов передней левой двери
- Жгут проводов кондиционера
- Жгут проводов 2110
- Жгут проводов морозильной камеры
- Жгут проводов двери багажника
- Инвертор для солнечных насосов
- Оборудование для производства шнуров питания
- Автомобильный жгут проводов
- Медицинские специальные кабели
- Оборудование для обмотки лентой