-


-
-


WeChat


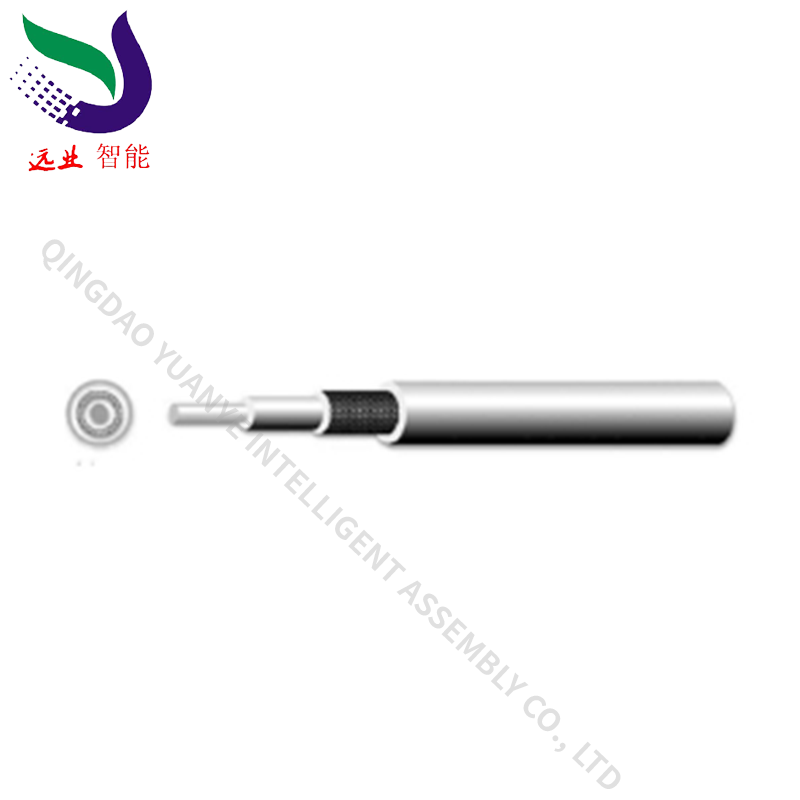
Полуавтоматическая машина для обжима клемм
Когда слышишь ?полуавтоматическая машина для обжима клемм?, многие сразу представляют себе просто более удобный ручной пресс. Вот в этом и кроется первый, и довольно распространённый, просчёт. Разница — не в наличии кнопки вместо рычага, а в переходе от чисто физического усилия к контролируемому технологическому процессу. Это аппарат, который заставляет тебя думать не о том, хватит ли сил дожать, а о том, правильно ли ты настроил параметры под конкретную клемму и провод. Если ручной инструмент — это молоток, то полуавтомат — это уже шуруповерт с регулировкой момента. И главная головная боль здесь — не цена, а именно этот самый ?момент?: настройка, калибровка, зависимость от оператора, который эту настройку понимает.
От ожиданий к реальности: первый опыт и типичные грабли
Помню, когда мы впервые закупили партию таких машин, кажется, от одного немецкого бренда, была уверенность, что теперь-то качество обжима выйдет на новый уровень. Радость была недолгой. Оказалось, что машина — лишь исполнитель. А ?дирижёр? — это программа, заложенная в неё, и человек, который её активирует. Мы столкнулись с классической проблемой: операторы, привыкшие к ручному инструменту, продолжали работать ?на глазок?. Поставил клемму в гнездо, нажал педаль — вроде щелчок есть, и ладно. А потом на контрольном участке — микротрещины в изоляции, недожат, перекос. И виновата, естественно, ?ненадёжная машина?.
Пришлось разбираться. Оказалось, что ключевой параметр — это не просто усилие сжатия, а ход пуансона и его синхронизация с подачей провода. В дешёвых или плохо откалиброванных полуавтоматах бывает люфт, из-за которого каждый обжим получается с разной степенью деформации жилы. Это убийственно для токопроводящих свойств, особенно при вибрационных нагрузках, скажем, в том же автомобилестроении. Мы тогда потеряли партию жгутов для одного заказа по автокомпонентам — как раз из-за таких, казалось бы, мелочей.
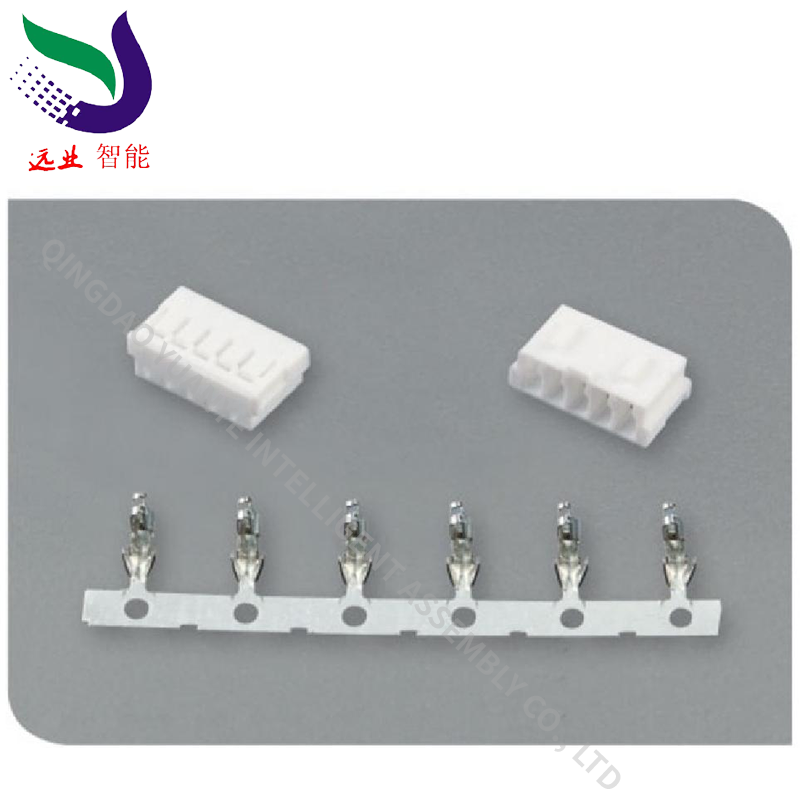
Отсюда вывод, который сейчас кажется очевидным, но к которому пришлось прийти через брак: полуавтомат требует не менее, а более квалифицированного подхода, чем ручной инструмент. Нужно не только выбрать правильный матричный набор под тип клеммы (например, для изолированных или неизолированных), но и регулярно проверять калибровку, вести журнал настройки под каждый типоразмер. Иначе преимущества сводятся к нулю.
Где полуавтомат становится незаменимым? Опыт с жгутами
Сейчас, работая над комплексными решениями для производства жгутов, мы в ООО Циндао Юанье Интеллектуальная Сборка чётко понимаем нишу для полуавтоматов. Это не массовый конвейер на миллионы одинаковых соединений — там своя, полностью автоматическая, история. И не единичные, штучные работы. Их золотая середина — среднесерийное производство, где есть номенклатура, но нет гигантских тиражей одного изделия. Например, сборка жгутов для промышленного оборудования или для бытовой техники, где модельный ряд обновляется, и нужно быстро перенастраивать линию.
Здесь полуавтоматическая обжимная машина раскрывается полностью. Оператор может за смену сделать несколько сотен, даже тысяч, абсолютно идентичных и качественных обжимов на разных типах проводов, просто меняя программу или матрицу. Ручной труд уходит, сохраняется гибкость. Особенно это критично при работе с алюминиевыми проводами или многожильными кабелями большого сечения — там, где ?чувство рук? уже не работает, а требуется точное дозированное усилие, чтобы не пережать хрупкие жилы.
В наших проектах по готовым жгутам мы часто комбинируем процессы: где-то идёт полная автоматика, а где-то — вот такие полуавтоматические островки. Например, для нестандартных разъёмов или для этапа прототипирования. Важно, что это оборудование встраивается в общую логистику производства, а не существует само по себе.
Подводные камни: о чём молчат продавцы
Никто не расскажет тебе при покупке о двух главных скрытых расходах. Первый — это оснастка. Матрицы, пуансоны, направляющие — это расходный материал, и он изнашивается, причём неравномерно. Запасной набор должен быть всегда, а его стоимость может достигать трети цены самой машины. Второй — зависимость от качества самих клемм. Если поставщик клемм ?гуляет? в допусках по толщине металла или изоляции, даже идеально настроенный полуавтомат будет выдавать брак. Приходится ужесточать входной контроль или вообще отказываться от ненадёжного поставщика сырья, что не всегда просто.
Ещё один нюанс — обслуживание. Некоторые модели имеют сложную пневматику или чувствительную электронику. Пыль от обрезков провода, металлическая стружка от клемм — всё это со временем забивается. Простая чистка и смазка должны быть в регламенте, иначе машина начнёт ?капризничать?: недожимать, заедать. Мы на своём опыте выработали жёсткий график ТО для всего обжимного оборудования, и это экономит нервы и деньги.
И да, ?полуавтоматическая? — не значит ?наполовину самостоятельная?. Она лишь берёт на себя физическое усилие и часть контроля (например, блокировку при неправильной вставке клеммы). Но визуальный контроль оператора за правильностью посадки провода в гильзу, за отсутствием перекоса — никуда не девается. Это всё ещё человеко-машинный интерфейс, где ответственность разделена.
Кейс из практики: как выбор машины влияет на весь процесс
Был у нас проект для одного заказчика в сфере автомобильных компонентов. Нужно было обеспечить обжим тысяч клемм на тонких многожильных проводах для датчиков. Требования по сопротивлению контакта — жёсткие. Сначала пробовали на ручных прессах — разброс параметров был слишком велик, проходимость низкая. Перешли на полуавтомат, но первой попытки.
Взяли машину с простейшим пневмоприводом и минимальным набором настроек. Результат? Стабильность улучшилась, но не радикально. Проблема была в том, что машина не контролировала конечную высоту обжима, только усилие. А из-за небольшого разброса в диаметре провода это приводило к вариациям. Решение пришло со второй машиной — более продвинутой, с возможностью точной регулировки хода пуансона и встроенным контролем (сила-ход). После её настройки под конкретный типоразмер и внедрения в линию, процент брака упал практически до нуля. Этот опыт показал, что важно покупать не просто ?полуавтомат?, а аппарат с нужным уровнем контроля, соответствующим твоим конкретным задачам.
Именно такой подход — не к абстрактному оборудованию, а к решению конкретной производственной задачи — лежит в основе нашей работы в Юанье. Мы не просто продаём станок, мы анализируем весь процесс сборки жгута и предлагаем то, что действительно сработает в данных условиях, будь то простая машина для обжима клемм или целая автоматизированная линия.
Взгляд вперёд: что остаётся неизменным
Технологии идут вперёд, появляются машины с сенсорным управлением, интеграцией в MES-системы, самодиагностикой. Но базовые принципы качественного обжима не меняются. Это надёжный контакт без повреждения жилы, правильная форма обжатия (чаще всего шестигранная или трапециевидная, в зависимости от стандарта), сохранение изоляции. Полуавтоматическая обжимная машина — это инструмент, который позволяет добиться этого повторяемо, изо дня в день, но только если к нему относиться как к части системы, а не как к волшебной коробке.
Для нас, как для предприятия, которое само производит жгуты и поставляет решения другим, это означает постоянный диалог с оборудованием. Тестирование новых моделей, сбор обратной связи от наших же монтажников, анализ поломок. Иногда лучшая машина — не самая дорогая и навороченная, а та, которую проще всего обслуживать и перенастраивать прямо в цеху, не вызывая каждый раз инженера.
В итоге, возвращаясь к началу. Полуавтомат — это не про ?легче?. Это про ?стабильнее? и ?умнее?. Но его интеллект — лишь продолжение интеллекта и дисциплины того, кто им управляет и обслуживает. Без этого любая, даже самая продвинутая, техника превращается в источник проблем и неоправданных затрат. А в нашем деле, где качество жгута — это часто вопрос безопасности конечного изделия, на компромиссы идти нельзя.
Соответствующая продукция
Соответствующая продукция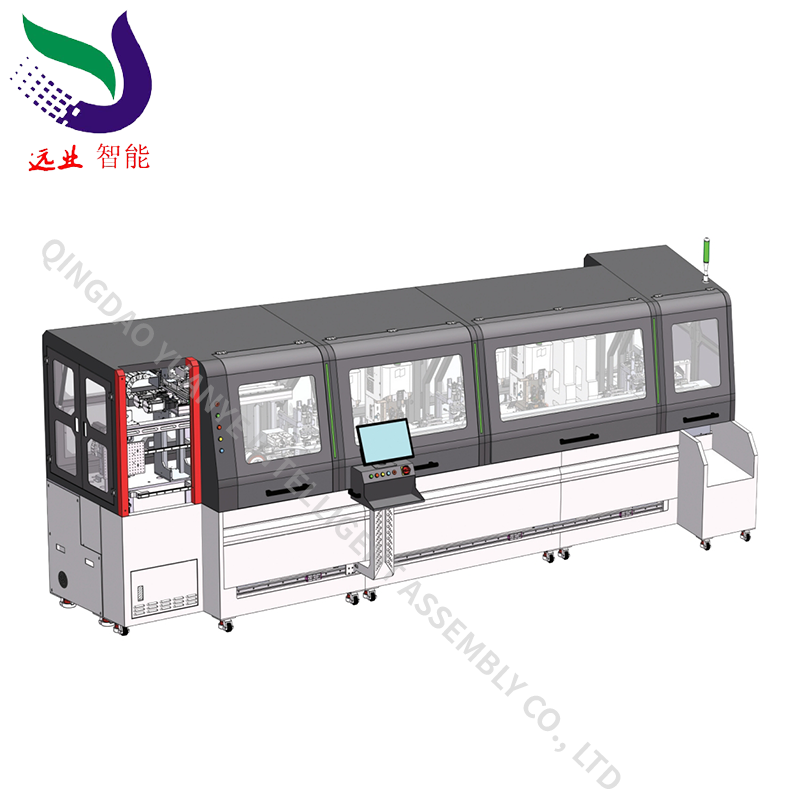




Самые продаваемые продукты
Самые продаваемые продукты-
 Векторный частотно-регулируемый привод
Векторный частотно-регулируемый привод -
 (C15003)Соединитель серии Bar
(C15003)Соединитель серии Bar -
 Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃
Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃ -
 Термоусадочная трубка UL
Термоусадочная трубка UL -
 Введение в PLC Отопление Электропитание
Введение в PLC Отопление Электропитание -
 Двустенная термоусадочная трубка
Двустенная термоусадочная трубка -
 (ZND)Соединитель серии Bar
(ZND)Соединитель серии Bar -
 Мониторинг медицинских кабелей
Мониторинг медицинских кабелей -
 3-фазный преобразователь частоты ISO
3-фазный преобразователь частоты ISO -
 Труба ПВХ морозостойкая
Труба ПВХ морозостойкая -
 Стекловолоконный рукав
Стекловолоконный рукав -
 (51021)Соединитель серии Bar
(51021)Соединитель серии Bar