-


-
-


WeChat


Снятие индукционного покрытия
Когда говорят о снятии индукционного покрытия, многие сразу представляют себе простую механическую зачистку или химическую ванну. Это, пожалуй, самый распространённый пробел в понимании. На деле, если ты работал с жгутами, особенно для ответственных применений в той же бытовой технике или автопроме, знаешь — это критичный этап подготовки проводника. Неправильно снял — получил ослабление контакта, коррозию в будущем или нарушение изоляции соседних жил. Я сам долго считал, что главное — снять покрытие полностью, пока не столкнулся с пережогом медной жилы из-за перегрева индукционным методом на одном из первых заказов.
Что скрывается под термином и почему это важно
Индукционное покрытие — это, как правило, тонкий слой лака или полимерной композиции, нанесённый для обеспечения межвитковой изоляции в катушках или обмотках. Но в контексте жгутов проводов, с которым мы в ООО Циндао Юанье Интеллектуальная Сборка постоянно имеем дело, речь чаще о эмальпроводе. Задача снятия индукционного покрытия — удалить этот диэлектрический слой именно с контактных участков, которые пойдут под обжимку или пайку, не повредив сам металл проводника.
Здесь и кроется первый профессиональный выбор: термический метод (индукционный или термохимический), механический или химический. У каждого — своя область. Для массового производства жгутов, как на нашем предприятии, где важен и темп, и абсолютная повторяемость результата, часто идёт комбинация. Скажем, предварительный термический прогрев для обугливания лака с последующей ультразвуковой очисткой в специальной среде. Но так было не всегда.
Помню, пробовали для одного заказа на автомобильную электронику использовать только механические стрипперы. Казалось бы, быстро и чисто. Но микроскопические задиры на меди, невидимые глазу, через полгода стали очагами окисления. Клиент вернулся с претензией на нестабильное сопротивление в цепи. Пришлось разбирать партию, нести убытки и полностью пересматривать технологическую карту. Это был урок: снятие индукционного покрытия — это не операция, а процесс, который нужно валидировать под конкретный тип провода и условия эксплуатации конечного изделия.
Оборудование и материалы: не всё, что рекламируют, подходит
На рынке много установок для индукционной зачистки. Некоторые коллеги гонятся за ?самыми мощными? или ?самыми быстрыми?. Ошибка. Мощность индуктора должна быть точно калибрована под диаметр провода и тип эмали. Слишком слабо — не снимешь полностью, останутся плёнки, которые убьют паяемость. Слишком сильно — перегрев, отжиг меди, потеря механических свойств. У нас в цеху стоит линия, которую подбирали совместно с инженерами от ООО Циндао Юанье под наш основной ассортимент проводов. Ключевым было не просто купить аппарат, а иметь возможность тонко регулировать время воздействия и температуру в зоне контакта.
Сырьё, кстати, тоже играет роль. Поставляя материалы для производства жгутов, мы всегда акцентируем внимание клиентов на том, что провод и метод зачистки — это единая система. Эмаль на основе поливинилацетала снимается одним режимом, а полиэфиримидная — другим, более ?жёстким?. Если не знать этого и не запросить у производителя провода техкарту, можно испортить хороший материал. Были случаи, когда заказчик приносил ?более дешёвый? провод, а потом удивлялся, почему наша стандартная настройка его не берёт. Приходилось проводить мини-испытания, чтобы вывести новый режим.
И ещё о химии. Иногда после индукционного нагрева используют химические активаторы или нейтрализаторы. Важно, чтобы они были совместимы с изоляцией соседних участков провода. Однажды столкнулся с тем, что остаточный флюсоподобный состав, применявшийся для облегчения снятия, со временем ?протекал? под термоусадку и вызывал медленную деградацию основной ПВХ изоляции. Теперь на это обращаем отдельное внимание при приёмке любых вспомогательных материалов.
Контроль качества: между ?визуально чисто? и ?под микроскопом?
В цеху оператор проверяет снятие индукционного покрытия на глаз и на ощупь — зачищенный конец должен быть блестящим, без цветных плёнок. Но этого, конечно, мало. Выборочный контроль под бинокуляром с 20-40-кратным увеличением — обязательная процедура. Ищешь не только остатки лака, но и признаки перегрева: изменение цвета меди, зернистость структуры. Для ответственных жгутов, например, для блоков управления, которые мы делаем для бытовой техники, может требоваться дополнительная проверка паяемости — по капельке припоя.
Сложнее всего с тонкими многожильными проводами. Индукционный метод тут может быть деликатным, но риск прожигания отдельных волосков высок. Механическое воздействие после нагрева должно быть минимальным. Иногда эффективнее оказывается лазерная зачистка, но это уже другая история и цена. Мы для таких задач держим отдельный, настроенный на малые токи, индукционный модуль. Главное — не допустить спекания тонких жил между собой от перегрева, иначе гибкость и надёжность соединения падают.
Протоколы контроля мы постоянно дополняем. Если раньше в карте было просто ?зачистка концов — ок?, то теперь там градации: тип провода, метод, режим (ток/время), допустимый визуальный дефект, результат теста на паяемость. Это не бюрократия, а необходимость. Когда ты, как ООО Циндао Юанье Интеллектуальная Сборка, позиционируешь себя как поставщик комплексных решений, нужно гарантировать, что каждый жгут в сборке будет работать десятилетиями.
Практические ловушки и неочевидные связи
Одна из неочевидных проблем — нагрев не только конца провода, но и прилегающей изоляции. Особенно если используется термостойкая изоляция типа силикона или Tefzel. Индуктор может её не расплавить, но перегреть, сделав хрупкой. Поэтому позиционирование провода в зоне воздействия — отдельная наука. Используем калиброванные упоры и шаблоны, но для нестандартных сечений всегда делается пробная партия.
Ещё момент — влияние на последующую операцию. Идеально зачищенный проводник после индукционного метода может иметь микроскопический слой окисла, если операция проходит на воздухе. Для пайки это часто некритично, флюс справится. А вот для обжима контактом типа ?феррула? или некоторых видов втычных соединений это может ухудшить электрический контакт. Поэтому иногда сразу после зачистки применяют инертный газ или наносят консервирующую смазку, если это допускает технология сборки. В наших энергосберегающих решениях для промышленности такие нюансы прорабатываются на этапе инжиниринга.
Думаю, многие сталкивались с тем, что после отладки процесса на одном производственном участке, его переносят на другой, и результат уже не тот. Вибрации, качество питающей сети (стабильность напряжения), температура в цеху — всё это влияет на работу высокочастотных индукционных генераторов. Наш опыт подсказывает, что оборудование для снятия индукционного покрытия нужно не просто купить и поставить, а ?притереть? к конкретным условиям. Иногда это занимает недели.
Взгляд в сторону комплексного решения
Работая с глобальными клиентами из автопрома и производства бытовой техники, понимаешь, что они ценят не просто купленный жгут или станок. Им нужно гарантированное качество конечного продукта. Поэтому наша философия в ООО Циндао Юанье Интеллектуальная Сборка — предлагать именно решения. И вопрос снятия индукционного покрытия мы рассматриваем не изолированно, а как часть цепочки: поставка правильного провода (с известными параметрами эмали) -> рекомендация или поставка настроенного оборудования -> разработка и валидация технологического режима -> обучение персонала -> выдача протоколов контроля.
Это дороже, чем просто продать километры кабеля. Но это снимает с клиента головную боль и риски. Он получает не просто компонент, а готовый к интеграции узел с предсказуемыми характеристиками. Для нас же это означает долгосрочное сотрудничество, основанное на доверии. Когда клиент знает, что мы уже прошли на своих ошибках этап подбора режимов зачистки для десятков типов проводов, он экономит своё время и ресурсы.
В итоге, возвращаясь к началу. Снятие индукционного покрытия — это та операция, которую невидно в готовом жгуте. Но именно от её качества, от внимания к деталям, зависит, будет ли соединение просто механическим или стабильным электрическим на весь срок службы изделия. И в этом, пожалуй, и заключается разница между ремеслом и инженерией в нашем деле. Недостаточно знать, как нажать кнопку на аппарате. Нужно понимать, что происходит с материалом на микроуровне, и как это скажется через пять лет работы стиральной машины или автомобиля. Это и есть та самая ?наибольшая ценность для клиентов?, которую мы пытаемся создавать каждый день.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Огнестойкая плетеная сетка
Огнестойкая плетеная сетка -
 Преобразователь частоты VFD
Преобразователь частоты VFD -
 Силиконовая трубка
Силиконовая трубка -
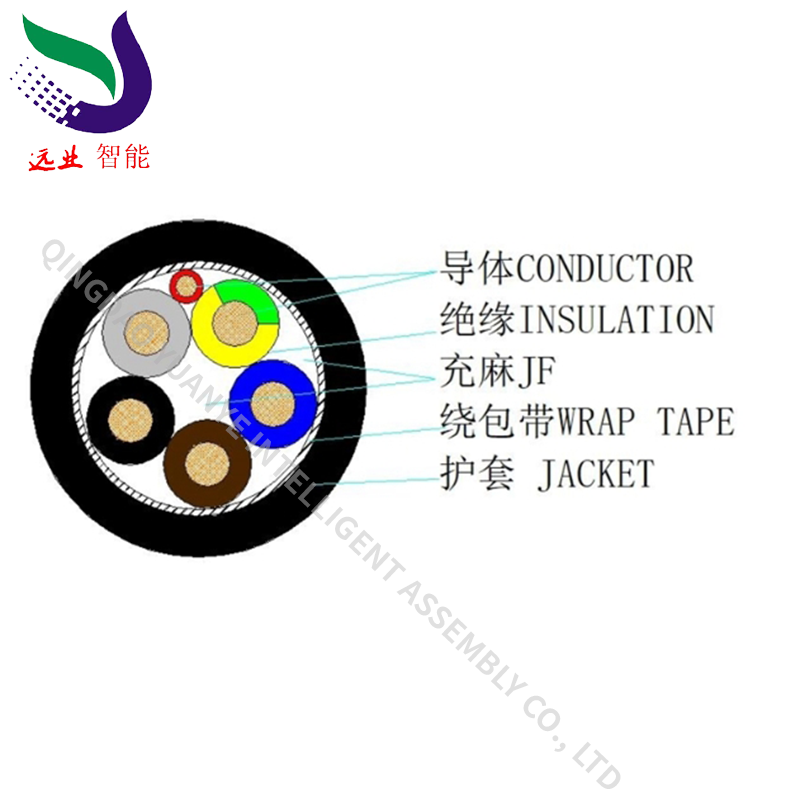 Силовой кабель
Силовой кабель -
 Тестер сопротивления
Тестер сопротивления -
 Новый испытательный стенд для жгутов электропроводки
Новый испытательный стенд для жгутов электропроводки -
 Труба ПВХ морозостойкая
Труба ПВХ морозостойкая -
 Мониторинг медицинских кабелей
Мониторинг медицинских кабелей -
 Частотно-регулируемый привод PMSM
Частотно-регулируемый привод PMSM -
 Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃
Гофрированная труба из нейлона YC-PA, огнестойкая, 175℃ -
 Серия сертификации VDE
Серия сертификации VDE -
 Векторный частотно-регулируемый привод
Векторный частотно-регулируемый привод